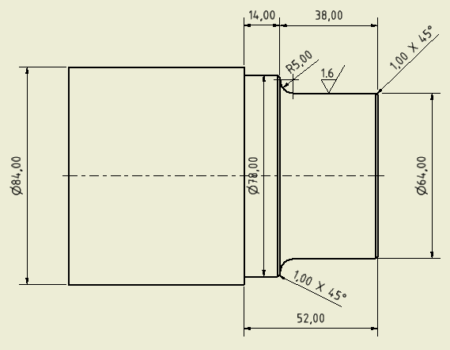
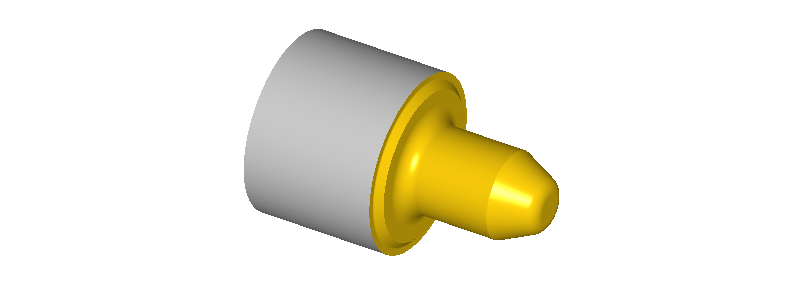
A continuación en este ejemplo podéis ver un torneado de perfil. Es un programa realizado para un torno que tenga un control OKUMA OSP-U100L. En el perfil hay dos diámetros a mecanizar. Uno es de Ø64 mm y otro de Ø78 mm. También podréis apreciar dos chaflanes de 45º y una interpolación circular.
Os muestro el plano de dicho mecanizado. Como siempre os comento, es muy interesante analizar cada línea del programa.
El plano
El programa
$G54 % O1 N10 G90 N11 G95 N12 G97 N15 G50 S9000 N16 S1000 T010101 N17 G0 X150 Z100 N18 G50 S3000 N19 T010101 N20 G96 S200 M4 N21 G0 X82 Z0.1 M8 N22 G1 X18 F0.2 N23 G1 Z1 N24 G0 X81 N25 G85 NLAP1 D6 U1 W0.1 F0.2 (Ciclo de torneado. NLAP1 G81 (Inicio de definición del perfil. N26 G42 G0 X60 Z1 N27 G1 Z0 N28 G1 X62 N29 G1 X64 Z-1 N30 G1 Z-33 N31 G2 X74 Z-38 I5 K0 N32 G1 X76 N33 G1 X78 Z-39 N34 G1 Z-52 N35 G1 X81 N36 G40 N37 G80 (Fin de definición del perfil. N38 G0 X150 Z100 N39 M9
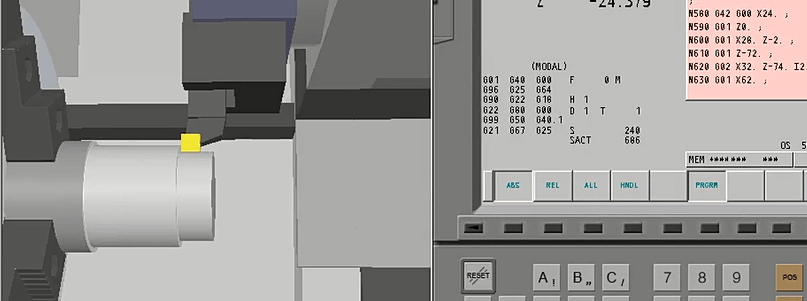
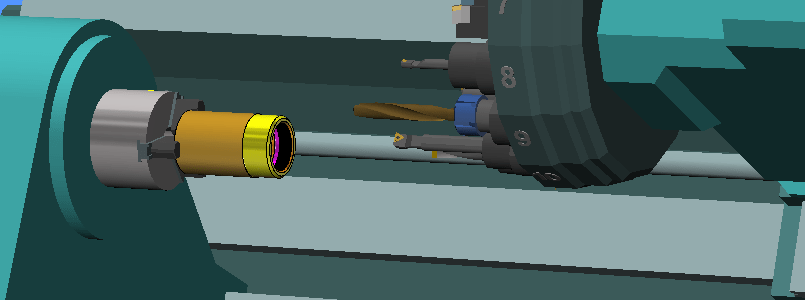
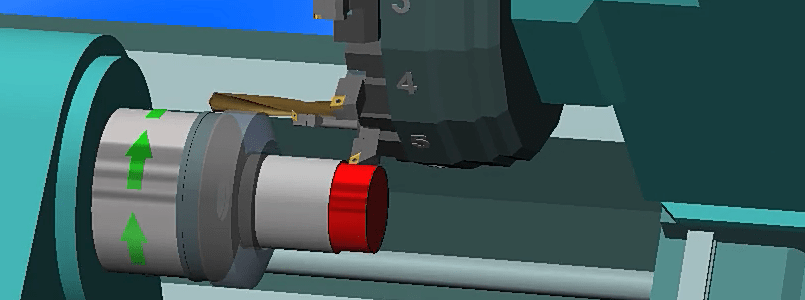
Simulación torneado de perfil
Por último se adjunta el vídeo de la simulación de este mecanizado.
{kind=link}