Taladrado con temporización
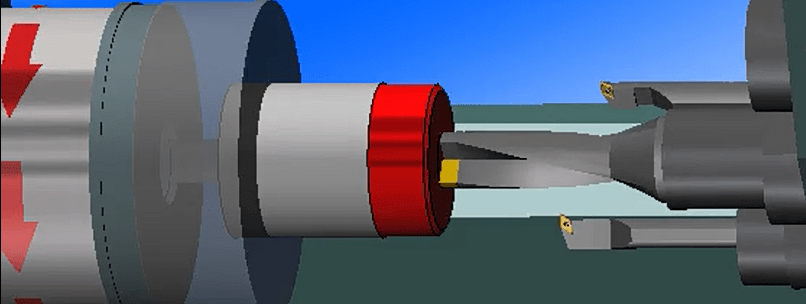
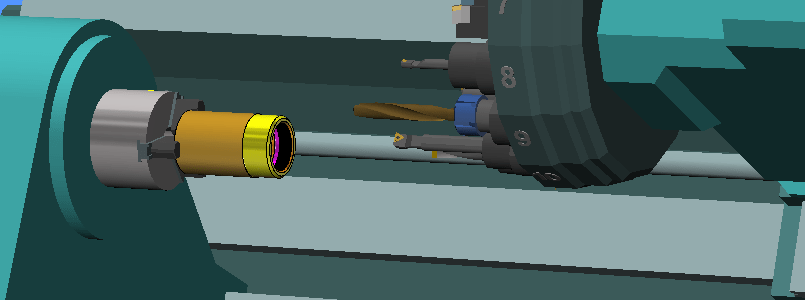
Aquí podéis ver un taladrado con temporización. Se realiza el mecanizado de un taladro con la ayuda de G04 poniendo un tiempo de espera en el fondo del taladro. Así de esta forma también se favorece el corte de viruta.
Podéis ver que en este ejemplo que no se ha utilizado ningún ciclo fijo de taladrado. Es otra forma de mecanizar un taladro si lo que queréis es controlar más el avance de la herramienta. La broca utilizada es una herramienta con placa reversible WPB.
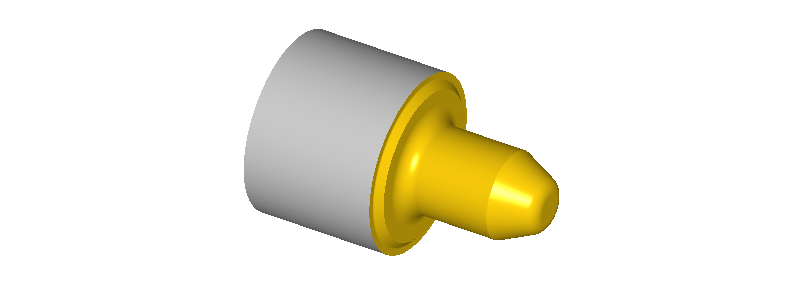
En el mecanizado de la cara veréis que no se ha llegado a mecanizar hasta el centro. Esto es así porque tenemos que quitar todo ese material y carece de sentido realizar un refrentado total de la cara. Con quedarnos en la medida del agujero y un poco menos ya es suficiente. De esta forma le evitamos mecanizados a la plaquita y consecuentemente alargamos un poco más la vida del inserto.
El programa
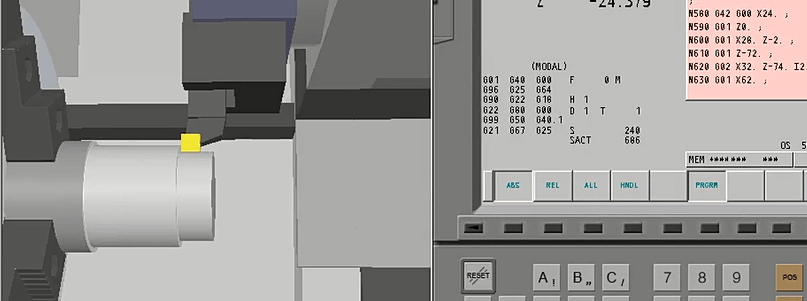
N135 (Taladrado) N140 T0808 N145 G50 S3000 N150 G96 S0200 M4 N155 G97 S0300 N160 G00 Z5. M3 N165 G00 X0. N170 G01 Z4. F0.12 N175 G01 Z-16. N180 G04 X1. N185 G00 Z4. N190 G04 X1. N195 G00 Z-15. N200 G01 Z-34. N205 G04 X1. N210 G00 Z4. N215 G04 X1. N220 G00 Z-33. N225 G01 Z-50. N230 G04 X1. N235 G00 Z4. N240 G00 Z5. N245 (salida en X) N250 G00 X498. N255 G00 Z94.
{kind=link}