 En muchas ocasiones es utilizada esta estrategia de mecanizado. Se utiliza sobre todo para evitar marcas en la zona de entrada de la herramienta (cuando entramos de forma perpendicular). Estas marcas son pequeñísimas y muchas veces inapreciables para la vista pero no para un rugosímetro.
En muchas ocasiones es utilizada esta estrategia de mecanizado. Se utiliza sobre todo para evitar marcas en la zona de entrada de la herramienta (cuando entramos de forma perpendicular). Estas marcas son pequeñísimas y muchas veces inapreciables para la vista pero no para un rugosímetro.La verdad es que existen un par de funciones para realizar la e/s tangencial de la herramienta, pero no está de más saber programarlas de forma manual. En otra entrada hablaré de las funciones G37 y G38.
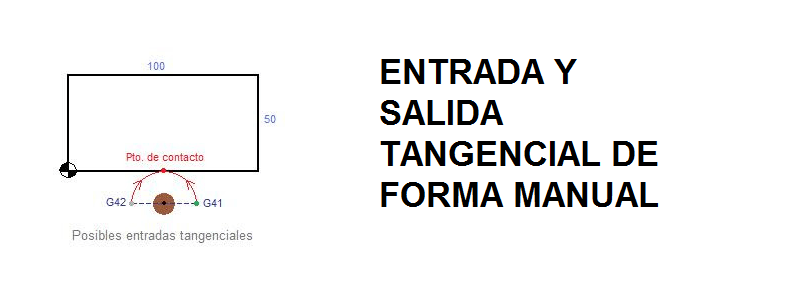
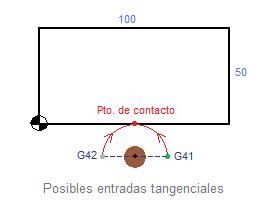
Como se puede ver, el método sería situar la herramienta en un punto equidistante entre el punto de contacto y el punto verde de la ilustración, en caso de G41, o el punto gris de la ilustración, en caso de G42. Supongamos que la distancia entre el punto de contacto y el centro de la herramienta es de 20 mm (Radio 20)
Entrada y salida tangencial de forma manual
La manera de programarlo seria la siguiente:
(Según la posición de la herramienta de la ilustración)
N030 G1 G90 G41 X70 N040 G3 X50 Y0 I-20 J0 N050 G1 X0 N060 Y50 N070 X100 N080 Y0 N090 X50 N100 G3 X30 Y-20 I0 J-20 N110 G0 G40 X50 Y-20
En la siguiente simulación se puede ver un ejemplo de entrada y salida tangenciales.
N010 (ORGX54=-150, ORGY54=-150, ORGZ54=-100) N020 G54 N030 T7 D7 N040 M06 N050 G0 G90 G43 X50 Y-28 Z100 F10 S900 M3 N060 G0 Z0 N070 G0 G91 Z-1 N080 G1 G90 G41 X88 N090 G3 X50 Y10 I-38 J0 N100 G1 X10 N110 Y90 N120 X90 N130 Y10 N140 X50 N150 G3 X12 Y-28 I0 J-38 N160 G0 G40 G44 X50 Y-28 N170 M30
{kind=link}