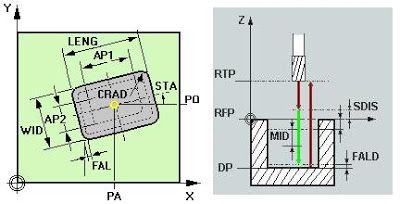
En las fresadoras con controles SINUMERIK 840D se utiliza la instrucción POCKET3 para realizar el mecanizado de una cajera rectangular. La línea de argumentos es mucho más engorrosa comparándola con otros controles, por ejemplo FAGOR. A continuación se verá en las ilustraciones dos vistas (alzado y un corte en el plano XZ) para poder aclarar la lista de parámetros.
Parámetros
Aqui se adjunta la lista de parámetros:
_RTP Cota posición de retirada. _RFP Cota plano de referencia. _SDIS Distancia de seguridad. _DP Cota final de la cajera. _LENG Longitud de la cajera. _WID Anchura de la cajera. _CRAD Radio de redondeo. _PA Punto de referencia de cajera (primer eje). _PO Punto de referencia de cajera (segundo eje). _STA Ángulo de giro. _MID Máxima pasada de penetración. _FAL Exceso de acabado plano. _FALD Exceso de acabado de profundidad. _FFP1 Avance. _FFD Avance de penetración. _CDIR Dirección de fresado. (0 en concordancia, 1 en oposición, 2 fredao en G02 y 3 fresado en G03. _VARI Tipo de mecanizado. En las unidades se indica si es desbaste o acabado (1 es desbaste y 2 acabado). En las decenas se indica si es en G00, G01, mediante trayectoria helicoidal o con oscilación en el eje longitudinal. (0 indica en G00, 1 G01, 2 trayectoria helicoidal y 3 con oscilación. Por ejemplo el parámetro utilizado de la siguiente forma _VARI 21, indicaría que es un mecanizado de acabado en G01. _MIDA Ancho máximo de penetración. _AP1 Dimensión en bruto del largo de la cajera. _AP2 Dimensión en bruto del ancho de la cajera. _AD Dimensión en bruto de la profundidad de la cajera. _RAD1 Radio de la trayectoria helicoidal. _DP1 Profundidad de penetración helicoidal.
POCKET3(_RTP ….. ……._DP1)
La línea de comandos incluiría todos los argumentos arriba mencionados.
<<<<<<<<<<<<<<< VER EJEMPLOS DE POCKET3 >>>>>>>>>>>>>>>>>

Excelente aporte; seria posible que agregaras otros ciclos fijos, son dificiles de conseguir en español
gracias