Uso de interpolaciones circulares
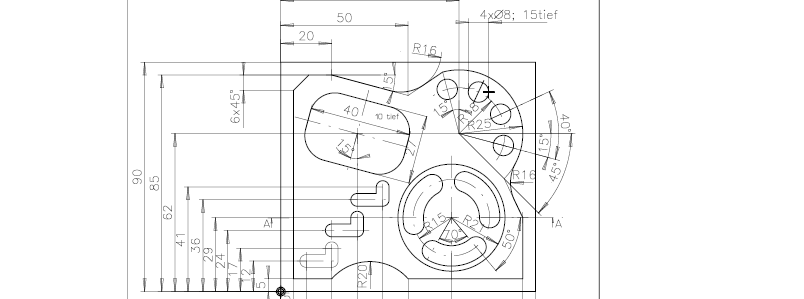
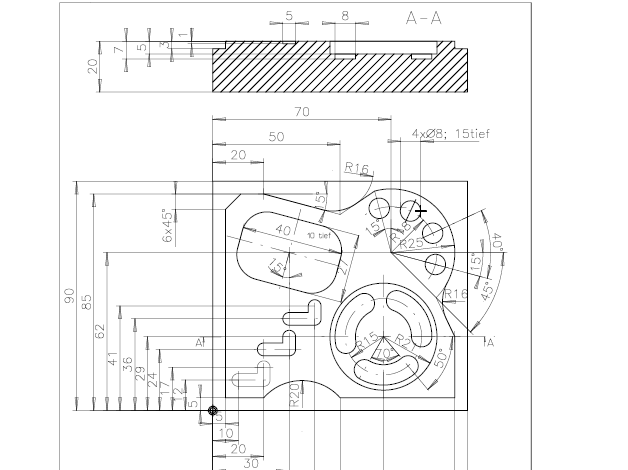
A continuación, en este ejemplo, se puede apreciar el mecanizado de una cajera rectangular (con ancho de 40) y otra circular (radio 21) haciendo uso de la función G03.
Para realizar este mecanizado ya existen ciclos fijos diseñados expresamente para hacer este tipo de tareas. De todas formas, me ha parecido interesante mostrar otra forma de realizar este mecanizado.
Este tipo de código es el que sale después de un postprocesado en un software CAD / CAM.
Interpolaciones circulares
El programa ejemplo
N58 T3 D3 M6 N59 S2400 M3 N60 G0 X30 Y62 N61 G0 Z5 N62 G0 Z1 M8 N63 G1 X23.721 Y63.682 F300 N64 G1 Z0 F200 N65 G1 Z-2.45 F200 N66 G1 X36.279 Y60.318 F300 N67 G1 X40.142 Y59.282 N68 G1 X41.048 Y62.663 N69 G3 X40.695 Y63.276 I-0.483 J0.129 N70 G1 X21.376 Y68.452 N71 G3 X20.764 Y68.098 I-0.129 J-0.483 N72 G1 X18.952 Y61.337 N73 G3 X19.305 Y60.724 I0.483 J-0.129 N74 G1 X41.135 Y54.875 N75 G3 X41.748 Y55.229 I0.129 J0.483 N76 G1 X43.559 Y61.99 N77 G3 X41.367 Y65.787 I-2.994 J0.802 N78 G1 X22.049 Y70.963 N79 G3 X18.252 Y68.771 I-0.802 J-2.994 N80 G1 X16.441 Y62.01 N81 G3 X18.633 Y58.213 I2.994 J-0.802 N82 G1 X40.462 Y52.364 N83 G3 X44.259 Y54.556 I0.802 J2.994 N84 G1 X46.071 Y61.317 N85 G3 X42.04 Y68.298 I-5.506 J1.475 N86 G1 X22.722 Y73.475 N87 G3 X15.741 Y69.444 I-1.475 J-5.506 N88 G1 X13.929 Y62.683 N89 G3 X17.96 Y55.702 I5.506 J-1.475 N90 G1 X37.278 Y50.525 N91 G3 X44.259 Y54.556 I1.475 J5.506 N92 G3 X36.279 Y60.318 I-5.086 J1.363 F900 N93 G0 Z-1.45 N94 G0 X23.721 Y63.682 N95 G1 Z-4.9 F200 N96 G1 X36.279 Y60.318 F300 N97 G1 X40.142 Y59.282 N98 G1 X41.048 Y62.663 N99 G3 X40.695 Y63.276 I-0.483 J0.129 N100 G1 X21.376 Y68.452 N101 G3 X20.764 Y68.098 I-0.129 J-0.483 N102 G1 X18.952 Y61.337 N103 G3 X19.305 Y60.724 I0.483 J-0.129 N104 G1 X41.135 Y54.875 N105 G3 X41.748 Y55.229 I0.129 J0.483 N106 G1 X43.559 Y61.99 N107 G3 X41.367 Y65.787 I-2.994 J0.802 N108 G1 X22.049 Y70.963 N109 G3 X18.252 Y68.771 I-0.802 J-2.994 N110 G1 X16.441 Y62.01 N111 G3 X18.633 Y58.213 I2.994 J-0.802 N112 G1 X40.462 Y52.364 N113 G3 X44.259 Y54.556 I0.802 J2.994 N114 G1 X46.071 Y61.317 N115 G3 X42.04 Y68.298 I-5.506 J1.475 N116 G1 X22.722 Y73.475 N117 G3 X15.741 Y69.444 I-1.475 J-5.506 N118 G1 X13.929 Y62.683 N119 G3 X17.96 Y55.702 I5.506 J-1.475 N120 G1 X37.278 Y50.525 N121 G3 X44.259 Y54.556 I1.475 J5.506 N122 G3 X36.279 Y60.318 I-5.086 J1.363 F900 N123 G0 Z-3.9 N124 G0 X23.721 Y63.682 N125 G1 Z-7.35 F200 N126 G1 X36.279 Y60.318 F300 N127 G1 X40.142 Y59.282 N128 G1 X41.048 Y62.663 N129 G3 X40.695 Y63.276 I-0.483 J0.129 N130 G1 X21.376 Y68.452 N131 G3 X20.764 Y68.098 I-0.129 J-0.483 N132 G1 X18.952 Y61.337 N133 G3 X19.305 Y60.724 I0.483 J-0.129 N134 G1 X41.135 Y54.875 N135 G3 X41.748 Y55.229 I0.129 J0.483 N136 G1 X43.559 Y61.99 N137 G3 X41.367 Y65.787 I-2.994 J0.802 N138 G1 X22.049 Y70.963 N139 G3 X18.252 Y68.771 I-0.802 J-2.994 N140 G1 X16.441 Y62.01 N141 G3 X18.633 Y58.213 I2.994 J-0.802 N142 G1 X40.462 Y52.364 N143 G3 X44.259 Y54.556 I0.802 J2.994 N144 G1 X46.071 Y61.317 N145 G3 X42.04 Y68.298 I-5.506 J1.475 N146 G1 X22.722 Y73.475 N147 G3 X15.741 Y69.444 I-1.475 J-5.506 N148 G1 X13.929 Y62.683 N149 G3 X17.96 Y55.702 I5.506 J-1.475 N150 G1 X37.278 Y50.525 N151 G3 X44.259 Y54.556 I1.475 J5.506 N152 G3 X36.279 Y60.318 I-5.086 J1.363 F900 N153 G0 Z-6.35 N154 G0 X23.721 Y63.682 N155 G1 Z-9.8 F200 N156 G1 X36.279 Y60.318 F300 N157 G1 X40.142 Y59.282 N158 G1 X41.048 Y62.663 N159 G3 X40.695 Y63.276 I-0.483 J0.129 N160 G1 X21.376 Y68.452 N161 G3 X20.764 Y68.098 I-0.129 J-0.483 N162 G1 X18.952 Y61.337 N163 G3 X19.305 Y60.724 I0.483 J-0.129 N164 G1 X41.135 Y54.875 N165 G3 X41.748 Y55.229 I0.129 J0.483 N166 G1 X43.559 Y61.99 N167 G3 X41.367 Y65.787 I-2.994 J0.802 N168 G1 X22.049 Y70.963 N169 G3 X18.252 Y68.771 I-0.802 J-2.994 N170 G1 X16.441 Y62.01 N171 G3 X18.633 Y58.213 I2.994 J-0.802 N172 G1 X40.462 Y52.364 N173 G3 X44.259 Y54.556 I0.802 J2.994 N174 G1 X46.071 Y61.317 N175 G3 X42.04 Y68.298 I-5.506 J1.475 N176 G1 X22.722 Y73.475 N177 G3 X15.741 Y69.444 I-1.475 J-5.506 N178 G1 X13.929 Y62.683 N179 G3 X17.96 Y55.702 I5.506 J-1.475 N180 G1 X37.278 Y50.525 N181 G3 X44.259 Y54.556 I1.475 J5.506 N182 G3 X36.279 Y60.318 I-5.086 J1.363 F900 N183 G0 Z-8.8 N184 G0 Z1 N185 G0 X45.02 Y57.975 N186 G1 Z0 N187 G1 Z-9.8 F200 N188 G3 X45.455 Y57.859 I0.217 J-0.058 F300 N189 G1 X46.361 Y61.24 N190 G3 X42.118 Y68.588 I-5.796 J1.553 N191 G1 X22.8 Y73.764 N192 G3 X15.451 Y69.522 I-1.553 J-5.796 N193 G1 X13.639 Y62.76 N194 G3 X17.882 Y55.412 I5.796 J-1.553 N195 G1 X37.2 Y50.236 N196 G3 X44.549 Y54.478 I1.553 J5.796 N197 G1 X45.455 Y57.859 N198 G3 X45.02 Y57.975 I-0.217 J0.058 N199 G0 X23.721 Y63.682 N200 G1 Z-10 F200 N201 G1 X36.279 Y60.318 F300 N202 G1 X40.142 Y59.282 N203 G1 X41.048 Y62.663 N204 G3 X40.695 Y63.276 I-0.483 J0.129 N205 G1 X21.376 Y68.452 N206 G3 X20.764 Y68.098 I-0.129 J-0.483 N207 G1 X18.952 Y61.337 N208 G3 X19.305 Y60.724 I0.483 J-0.129 N209 G1 X41.28 Y54.836 N210 G3 X41.893 Y55.19 I0.129 J0.483 N211 G1 X43.704 Y61.951 N212 G3 X41.406 Y65.932 I-3.139 J0.841 N213 G1 X22.088 Y71.108 N214 G3 X18.107 Y68.81 I-0.841 J-3.139 N215 G1 X16.296 Y62.049 N216 G3 X18.594 Y58.068 I3.139 J-0.841 N217 G1 X40.569 Y52.18 N218 G3 X44.549 Y54.478 I0.841 J3.139 N219 G1 X46.361 Y61.24 N220 G3 X42.118 Y68.588 I-5.796 J1.553 N221 G1 X22.8 Y73.764 N222 G3 X15.451 Y69.522 I-1.553 J-5.796 N223 G1 X13.639 Y62.76 N224 G3 X17.882 Y55.412 I5.796 J-1.553 N225 G1 X37.2 Y50.236 N226 G3 X44.549 Y54.478 I1.553 J5.796 N227 G3 X36.279 Y60.318 I-5.211 J1.396 F900 N228 G0 Z-9 N229 G0 Z5 N230 G0 X30 Y62 N231 G0 X67 Y29 N232 G0 Z1 N233 G1 Z0 F200 N234 G1 Z-2.4 F200 N235 G1 X71 F300 N236 G3 X63 I-4 J0 N237 G3 X71 I4 J0 N238 G1 X75 N239 G3 X59 I-8 J0 N240 G3 X75 I8 J0 N241 G1 X79 N242 G3 X55 I-12 J0 N243 G3 X79 I12 J0 N244 G1 X81.35 N245 G3 X52.65 I-14.35 J0 N246 G3 X81.35 I14.35 J0 N247 G3 X83.7 I1.175 J0 N248 G3 X50.3 I-16.7 J0 N249 G3 X83.7 I16.7 J0 N250 G3 X67 I-8.35 J0 F900 N251 G1 Z-4.8 F200 N252 G1 X71 F300 N253 G3 X63 I-4 J0 N254 G3 X71 I4 J0 N255 G1 X75 N256 G3 X59 I-8 J0 N257 G3 X75 I8 J0 N258 G1 X79 N259 G3 X55 I-12 J0 N260 G3 X79 I12 J0 N261 G1 X81.35 N262 G3 X52.65 I-14.35 J0 N263 G3 X81.35 I14.35 J0 N264 G3 X83.7 I1.175 J0 N265 G3 X50.3 I-16.7 J0 N266 G3 X83.7 I16.7 J0 N267 G3 X67 I-8.35 J0 F900 N268 G0 Z1 N269 G0 X83.55 N270 G1 Z0 N271 G1 Z-4.8 F200 N272 G3 X84 I0.225 J0 F300 N273 G3 X50 I-17 J0 N274 G3 X84 I17 J0 N275 G3 X83.55 I-0.225 J0 N276 G0 X67 N277 G1 Z-5 F200 N278 G1 X71 F300 N279 G3 X63 I-4 J0 N280 G3 X71 I4 J0 N281 G1 X75 N282 G3 X59 I-8 J0 N283 G3 X75 I8 J0 N284 G1 X79 N285 G3 X55 I-12 J0 N286 G3 X79 I12 J0 N287 G1 X81.5 N288 G3 X52.5 I-14.5 J0 N289 G3 X81.5 I14.5 J0 N290 G3 X84 I1.25 J0 N291 G3 X50 I-17 J0 N292 G3 X84 I17 J0 N293 G3 X67 I-8.5 J0 F900 N294 G0 Z5 N295 M9 N296 G0 Z150 N297 G0 X150 Y150
Simulacion
<<< VOLVER A EJEMPLOS FAGOR 8055 M
{kind=link}
En primer lugar darte las gracias públicamente, por el trabajo que realizas en esta web, la consideramos como una de las mejores en idioma español, siempre con contenido de gran utilidad y calidad. Una web imprescindible para el operador.
En segundo lugar es una pregunta sobre esa práctica, ¿Bajo tu punto de vista es mejor hacer de esta manera una cajera o «engañando» el radio de herramienta creando varios correctores según las pasadas necesarias.?. El tema de corregir la herramienta es un tema aún un poco confuso para mi . Muchos saludos y Gracias.
Hola Juan !
Gracias a ti y a gente como tu.
La manera de realizar este mecanizado no es la más correcta, pero en los ejemplos se intenta utilizar diferentes formas de programación para intentar dar diferentes perspectivas.
En este caso, no se está utilizando ciclo fijo de cajera rectangular ni de cajera circular. Lo ideal cuando programas es poder trabajar con compensación del radio de la herramienta. De esta manera siempre puedes «corregir» medidas modificando los correctores.
De todas formas, si modificas el radio de la herramienta como dices, también es una forma de corregir una medida.
Piensa esta situación….
Calibro la herramienta T303 (corrector 03).
Calibro la misma herramienta T3 pero esta vez con el corrector 09 (T309), y cuando voy a calibrar le pongo una sobre dimensión a la medida de +0,1 mm. ¿Que sucederá cuando llame a T309? Pues que la herramienta T3 mecanizará 0,1 mm más que la misma herramienta T3 con el corrector 03 (T303). Si tienes ocasión de simularlo lo puedes comprobar. Supongo que te referías a esto con lo de crear varios correctores.
Saludos !!!
Víctor.
Exacto!! es a lo que me refiero,no lo he simulado pero lo he entendido con el ejemplo que me expones, Gracias por responderme y Saludos.!!