Instrucción G83 (Ciclo fijo de taladrado en cara de refrentado)
La instrucción G83 en torno efectúa un taladro en la cara de refrentado. Si el control no tiene herramientas motorizadas ni cabezal controlado o con bloqueo en parada, hay que asignar a los valores X, C, K y M el valor de 0. El formato de la instrucción es el siguiente:
N070 G98
N080 G83 X_ C_ Z(W)_ R_ Q_ P_ F_ K_ M_
A continuación se detalla cada parámetro.
X Posición del agujero.
C Posición del cabezal.
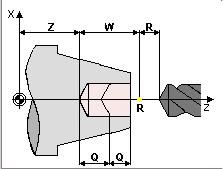
Z Cota de la profundidad del agujero. (Ver ilustración).
W Distancia desde R a fondo del agujero (incremental).
R Distancia del punto de inicio hasta R.
Q Profundidad de taladro por pasada. (Se representa en micras).
P Temporización en fondo de agujero.
F Velocidad de avance en mecanizado.
K Número de repeticiones.
M Código M para bloqueo del eje C.
Si me podría hacer un ejemplo más detallado del barrenado profundo ya que en el torno que manejo no lo acepta el torno tiene control gsk
Quiero más apoyo para manejar mi equipo de control numérico.