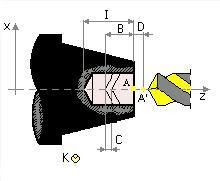
En torno la idea es básicamente la misma. Se adjunta otra ilustración para ver la manera de trabajar del ciclo fijo G83 en taladrados en torno.
Parámetros
El formato de la línea para G83 en el caso del torno será de la siguiente manera:
N050 G83 X_ Z_ I_ B_ D_ K_ H_ C_
X Es la cota X del punto A.
Z Es la cota Z del punto A.
I Es la profundidad total del agujero.
B La máxima pasada que realizará la herramienta.
D Es la distancia de seguridad.
K Tiempo de espera. (En centésimas de seg.)
H Distancia de retroceso en G00 tras cada taladrado. Si se programa con valor 0 retrocede hasta el punto de aproximación A’.
C Cota de acercamiento
A continuación un ejemplo:
El programa
N010 G94 G97 F100 S550 M4 N020 Z140 N030 T3 D3 N040 G0 X0 Z8 N050 G83 X0 Z0 I35.141 B9 D4 K0 H0 C1 N060 G0 Z140
————-VER MAS EJEMPLOS DE G83—————-
donde esta mi P16?
Anónimo….(como no podía ser de otra manera). Intenta ser educado con la gente cuando escribas algún comentario. Quizás te esté pidiendo un esfuerzo muy grande, pero ya verás que no cuesta tanto escribir de forma respetuosa. Estoy seguro que lo podrás conseguir.
gracias por poner este ciclo fijo , es elq ue nececitaba para presentar un trabajo y aprobar mi ultimo año de colegio MUCHAS GRACIAS
HOLA AMIGO SI NO ES MUCHA MOLESTIA PORIAS PONER UN EJEMPLO DE ESTE CICLO
Este podria ser un posible ejemplo.
N020 G54
N030 G90 G95 G97 F0.1 S600 T3 D3 M4
N040 G0 X0 Z3
N050 G83 X0 Z0 I20 B3 D1.5 K1 H10 C1
N060 G0 X200 Z100
N070 M30
Con este trozo de código realizo un taladro con una profundidad de 20 mm (Distancia desde la cara de la pieza hasta el final del agujero), como máximo hago pasadas de 3 mm, la distancia de seguridad es de 1,5 mm, cada vez que taladro retrocedo en rápido 10 mm y me desplazaré a una distancia del paso de taladrado anterior de un milímetro.
Espero que haya sido de ayuda y disculpa por la tardanza. Ultimamente ando muy liado.
Un saludo.
No es lo que necesito no me responde la makina dice siclo no valido makina que opero es control sinumerik siemens
Estimado necesito hacer 4 perforaciones utilizando el eje "C" (H) (Torno vertical). Tengo todo el programa listo y perfora bien, pero solo la primera perforación, las otras 3 no realiza el retroceso y perfora de una sola vez.
G0 400 C 0 Z 5
G83 X 400 Z -20 Q 5000 R 1 F 0.03
G83 90
180
270
M05
M30
Es necesario colocar G80 luego de perforar para anular el ciclo?
Hola Claudio:
G83 unicamente está activo durante la ejecución del ciclo. Por lo tanto, no es necesario programar G80. Lo que si tienes que tener en cuenta es que si había programado una compensación del radio de la herramienta, esa compensación será cancelada. Es decir, tendrás que volver a activar G41 o G42.
Espero te haya sido de ayuda mi respuesta.
Un saludazo.
Víctor.