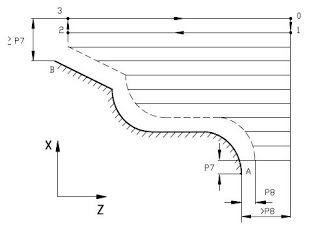
En los controles FAGOR 8025T cuando precisemos realizar un ciclo fijo de torneado de tramos rectos utilizaremos la función G81. Los parámetros de esta función son los siguientes:
P0: Cota «X» del punto A. Se puede expresar en radios o diámetros.
P1: Cota «Z» del punto A
P2: Cota «X» del punto B. Se puede expresar en radios o diámetros.
P3: Cota «Z» del punto B.
P5: Paso máximo. Obviamente deberemos indicar un valor mayor que cero, de lo contrario nos mostrará un error.
P7: Exceso de material para el acabado en el eje «X».
P8: Exceso de material para el acabado en el eje «Z».
P9: Velocidad de avance para la pasada de acabado. Entonces si queremos que no haya pasada de acabado deberemos introducir el valor 0.
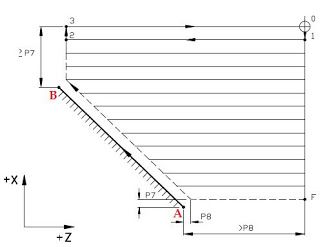
Aclaraciones: Los movimientos del punto 1 al punto 2 y también los que van del punto 2 al 3, se realizan a la velocidad programada. Pero los movimientos que van del punto 0 al punto 1 y del punto 3 al punto 0, se realizan en rápido.
Por lo tanto, si las coordenadas de los puntos son A(X10 Z0) y B(X40 Z-30) y posicionamos la herramienta en 0(X60 Z10) obtendremos el siguiente código (la programación en el eje «X» se efectúa en diámetros):
.... N210 G00 X60 Z10 (Posicionamiento de la herramienta en el punto inicial 0. (Ver diagrama). N220 G81 P0=K10 P1=K0 P2=K40 P3=K-30 P5=K3 P7=K1 P8=K1 P9=K80