Realizar taladrados de forma automática
Es una función modal. Se utiliza cuando queremos realizar un ciclo fijo de taladrado (en el caso de la fresadora) o cuando queremos realizar un ciclo fijo de tramos rectos (en el caso del torno).
Generalmente en todo ciclo fijo, en lo que a trabajos en fresadora se refiere, podemos encontrar unos aspectos comunes para todos los ciclos fijos. Estos son los siguientes:
– Existe un plano inicial o de seguridad.
– Seguido del plano inicial, podemos encontrar un plano de referencia.
– Mecanizado.
– Retorno al plano de seguridad (mediante G98) o al plano de referencia (mediante G99).
A continuación se adjunta una ilustración que nos ayudará a entender el concepto.
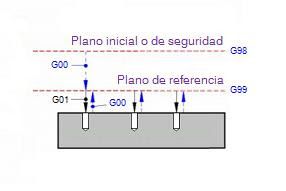 Aqui se pueden ver los dos planos (el de seguridad y el de referencia). También se refleja la zona y el tipo de movimiento (en G00 o en G01). Precisamente en esta ilustración también podemos ver las funciones G98 y G99, cada una en un plano diferente. A continuación entraremos en más detalle y comprenderemos rapidamente cual es el método de trabajo en un ciclo fijo.
Aqui se pueden ver los dos planos (el de seguridad y el de referencia). También se refleja la zona y el tipo de movimiento (en G00 o en G01). Precisamente en esta ilustración también podemos ver las funciones G98 y G99, cada una en un plano diferente. A continuación entraremos en más detalle y comprenderemos rapidamente cual es el método de trabajo en un ciclo fijo.
Para realizar un ciclo fijo de taladrado deberemos programar la instrucción de la siguiente manera:
N080 G81 G98/G99 X_ Y_ Z_ I_
Donde G81 indica el ciclo de taladrado, G98/G99 vuelta al plano de seguridad o de referencia, X e Y coordenadas del taladro en el plano de trabajo activo, Z es la situación del plano de referencia, I es la profundidad del taladro a mecanizar, en cotas absolutas o incrementales. Si es en incremental, la referencia es el plano de referencia (valga la redundancia). De todas formas nada mejor que un par de ejemplos para verlo.
%8199
N020 G54
N030 T5 D5
N040 M06
N050 G0 G90 G43 X20 Y30 Z40 F10 S1100 M3
N060 G81 G99 X20 Y30 Z2 I-15
N70 X40 Y30
N75 X60 Y30
N80 G0 G80
N90 X80 Y30
N100 M30
Podemos ver como iniciamos el ciclo de taladrado con el retorno de la broca al plano de referencia mediante la función G99 (Z2 del bloque de programa n060 %8199). También vemos que mientras no haya una anulación del ciclo fijo, el programa realiza taladrados allí donde se reflejan unas coordenadas (veánse líneas n070 y n075 del programa %8199). Cuando efectuamos la anulación del ciclo fijo, ya no se realiza el taladro (línea n090 del programa %8199). Es decir, después de G80 se cancela el ciclo. Por último el código con la simulación.
%8198
N020 G54
N030 T5 D5
N040 M06
N050 G0 G90 G43 X20 Y30 Z40 F10 S1100 M3
N060 G81 G98 X20 Y30 Z2 I-15
N70 X40 Y30
N75 X60 Y30
N80 G0 G80
N90 X80 Y30
N100 M30
Realiza el mismo trabajo que el programa anterior, pero esta vez el retorno del eje Z es al plano de seguridad (Z40 de la línea de programa n050 del programa %8198).
(Programas realizados para control FAGOR 8050)
ahora estoy viendo programas para control numerico pero tengo dudas acerca de los subprogramas alguien me podria apoyar con esto??
Este comentario ha sido eliminado por el autor.
Anónimo entra en el foro y escribe tus dudas. Si es necesario abriré un nuevo tema en el foro relacionado con las subrutinas.
Un saludo.
para cuando se va tocar el tema del reglaje de herramientas?
como puedo crear un programa con encabezado para taladrdado
El programa de ejemplo no me funciona xk cual es el problema la función g43 no va conforme años parámetros
Programa para fanuc ; Ciclo de taladro sin corte de viruta;G54G90;Z100;X50Y0;Z100;G98G81Z-15R2;continuar poniendo coordenadas y ; para acabar G80;M30;
por favor acabo fe enpezar a ver lo de los controles numericos alguien me puede ayudar con los temas
Claro que sí Víctor!
Solo tienes que especificar un poquito más en que te podemos ayudar y seguro que si podemos ayudarte lo haremos.
Un saludo!