Instrucción G69
Esta instrucción G69 se utiliza para realizar un taladrado profundo en varias pasadas, retrocediendo una longitud programada después de cada pasada. El uso de este ciclo de taladrado favorece el desalojo de la viruta que se encuentra dentro del agujero. A continuación una ilustración donde se indican los diferentes parámetros.
Parámetros del ciclo
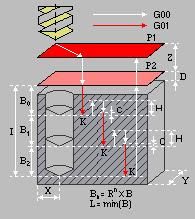 X Cota «X» del taladro.
X Cota «X» del taladro.
Y Cota «Y» del taladro.
Z Es el plano de referencia.
I Profundidad total.
B Pasada.
C Posicionamiento de la broca.
D Distancia de aproximación.
H Retroceso.
J Número de pasadas.
K Temporización.
L Pasada mínima.
R Es un factor de reducción. Si no se programa el control lo toma como valor 1 y todas las pasadas del taladrado seran del valor programado B. En cambio si R es diferente de 1, la primera pasada será del valor B, la segunda del valor R*B, la tercera de R*RB, y así sucesivamente. No se puede dar un valor a R más pequeño que el asignado al parámetro L.
N050 G69 G98/99 X_ Y_ Z_ I_ B_ C_ D_ H_ J_ K_ L_ R
Por favor puedes adjuntar un video de como funciona la instruccion G69, para saber como configurar esta funcion, ya que lamentablemente no he podido lograrlo…
Atte.
Euler