 Esta función nos permite realizar un achaflanado controlado de aristas. No es preciso calcular ningún punto de intersección, tan sólo hay que indicarle el radio. El radio es la longitud que queremos quitar de material. Como siempre una ilustración y un ejemplo me ayudará a explicarlo.
Esta función nos permite realizar un achaflanado controlado de aristas. No es preciso calcular ningún punto de intersección, tan sólo hay que indicarle el radio. El radio es la longitud que queremos quitar de material. Como siempre una ilustración y un ejemplo me ayudará a explicarlo.
Imaginemos el siguiente código:
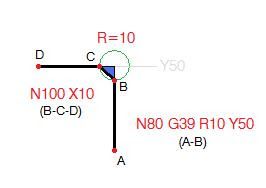
N10 G54 N20 G0 G90 G43 X0 Y0 Z100 F100 S500 N30 T3.3 N40 M6 N50 G0 X50 Y20 N60 G0 Z5 N70 G1 Z-1 N80 G39 R10 Y50 N100 X10 N110 G0 G44 Z80 N120 M30
Explicacion del codigo
En la línea N80 utilizamos la función G39. En la ilustración se indica los puntos que recorre el control cuando ejecuta el código de la línea N80 (tramo A-B). Seguidamente cuando ejecuta el código de la línea N100, realiza el resto de recorrido (tramo B-C-D). Es así porque el control precisa saber siempre una segunda trayectoria para poder calcular el punto C. Se podría decir que la primera trayectoria es la A-B (la que se realiza en la línea N80), mientras que la segunda trayectoria es la B-C-D (la que se realiza en la línea N100). A continuación la simulación del programa arriba mostrado.