HOLES2. Mecanizado de taladro siguiendo un patrón circular.
Con la función HOLES2 podemos realizar una figura de taladros en controles 840D. Es una instrucción de fácil uso pero bastante completa si queremos realizar taladrados siguiendo una matriz circular. El plano de mecanizado debe ser definido antes de utilizar este ciclo.
Los parámetros en cuestión son los siguientes:
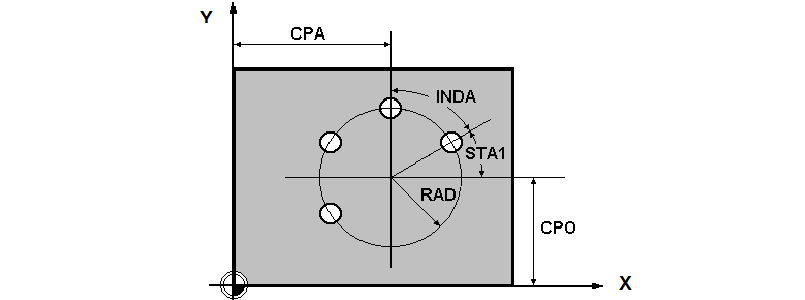
HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM)
CPA: Cota X del centro del círculo de agujeros. Cotas en coordenadas absolutas y es un valor de tipo real.
CPO: Cota Y del centro del círculo de agujeros. Cotas en coordenadas absolutas y es un valor de tipo real.
RAD: Radio del agujero en círculo. Esta cota se debe introducir sin signo y es un valor de tipo real.
STA1: Ángulo inicial. Cota real y el margen del valor es desde -180 hasta 180.
INDA: Ángulo incremental. La cota debe ser de tipo real.
NUM: Cantidad de taladros que se van a mecanizar. El valor numérico debe ser de tipo entero.
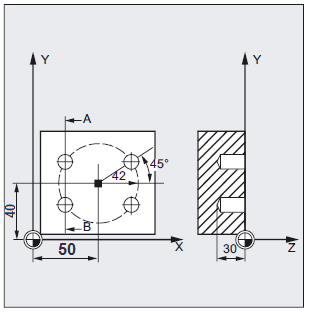
Un breve y sencillo ejemplo de esta función HOLES2 se muestra a continuación.
N10 G90 F140 S710 M3 D1 T40 N20 G17 G0 X50 Y45 Z2 ;Ir a la posición de partida N30 MCALL CYCLE82 (2, 0,2, , 30) ;Llamada modal del ciclo de taladrado, N40 HOLES2 (50, 40, 42, 45, , 4) ;Llamada de círculo de agujeros; N50 MCALL ;Cancelar llamada modal N60 M30
En este programa ejemplo el parámetro INDA, el ángulo incremental, no existe. En estos casos el control calcula internamente la distribución de los taladros en función del número de taladros que tenga el mecanizado. De esta forma el control distribuirá uniformemente los taladros.
Por último, se muestra una figura para comprobar que es lo que realiza este código.
Ver ejemplos de HOLES2 en programacioncnc.es

{kind=link}