G41 y G42 en torno
Las funciones G41 y G42 en torno se utilizan para realizar compensaciones del radio de la herramienta. Como ya hemos comentado en alguna entrada anterior, G41 es compensación a izquierdas y G42 a derechas.
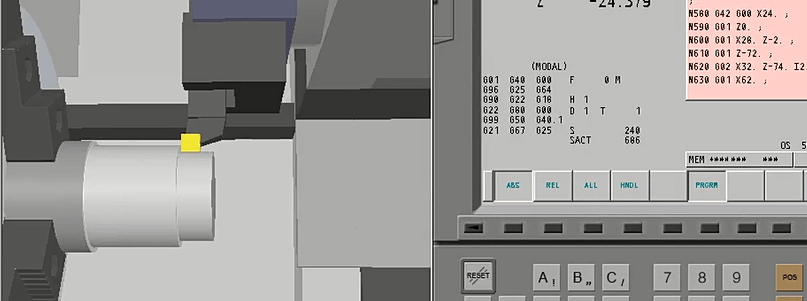
En torno el concepto es un poquito más complicado, aunque la idea es la misma que en un centro de mecanizado. Lo que pasa en torno es que hay que tener muy en cuenta la trayectoria de la punta de la herramienta. Con una imagen creo que lo voy a explicar mejor. Os voy a poner una captura del mecanizado de una herramienta de torno sin compensación alguna, es decir, con G40 (anulación de compensación del radio de la herramienta). Ya veréis que rápido entendeis el concepto.
Explicación
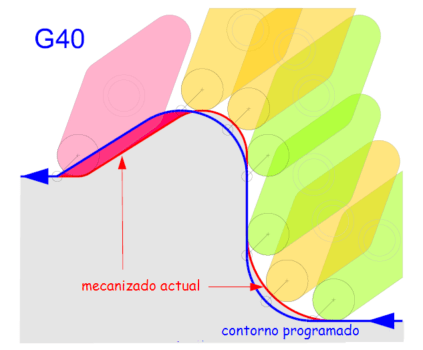
Mecanizado sin compensación
Como véis, la punta «teórica» de la herramienta sigue la trayectoria programada. Cuando sucede eso, el contorno mecanizado no corresponde con el contorno deseado. Solo corresponderá en los cilindrados y en los mecanizados de cara (refrentados). En las interpolaciones circulares y en los mecanizados de chaflanes no estará realizando correctamente el contorno.
La explicación es sencilla viendo la imagen. Cuando calibramos la herramienta en los ejes X y Z, obtenemos un punto «teórico», pero no real, de la punta de la herramienta. Ese punto, en la ilustración, son los circulos que están coincidiendo en todos los puntos con el contorno programado de color azul. Como se puede apreciar, el mecanizado del contorno será erróneo (trayectoria en color rojo).
Por ese motivo y otros más existen las compensaciones del radio de la herramienta.
Para rectificar esta situación se utilizan G41 y G42. Ambos funcionan exactamente igual, lo único es que G41 compensa a la izquierda del material en el sentido del mecanizado, mientras que G42 lo hace a la derecha.
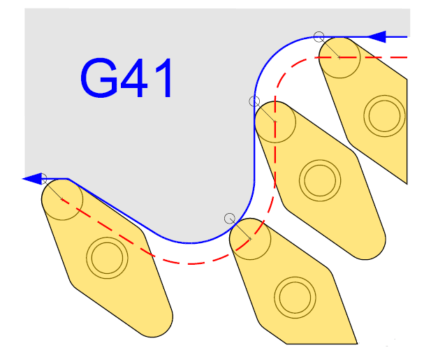
Compensación a izquierdas del radio de la herramienta.
Como os comentaba anteriormente, en este caso se compensa a la izquierda del material en el sentido del mecanizado.
Se puede ver que siempre se sigue una trayectoria equidistante con el contorno real. Esa distancia coincidirá con el radio que tenga la plaquita que realiza el mecanizado.
Como habréis observado, ahora lo que realmente importa es la punta de la herramienta. Esto se consigue gracias a la compensación.
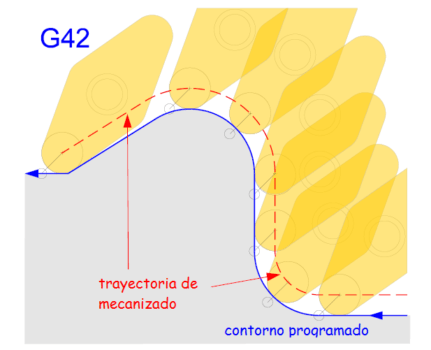
Para G42 sucede lo mismo que con G41 lo único que en este caso el radio de la herramienta se compensa a la derecha del material en el sentido del mecanizado.
Espero que os haya servido esta explicación al menos para entender las compensaciones en torno. Cualquier comentario o duda ya sabéis 😉 .
Hola, muchíssimas gracias por esta explicación tan clara. Me queda una duda; ¿actuaria igual con factores de forma 2?, o 4?. Lo digo por que no estoy si al calibrar la herramienta se «crea» una punta teórica. Gracias!
Hola Josep,
Cuando se calibran las herramientas en torno siempre das una punta teórica. Una vez calibrada, trabajará en un perfil correcto en cilindrados y en refrentados, pero cuando tengas que mecanizar realizando movimientos en X y Z, ya sean conos, curvas, chaflanes, etc… deberás compensar. De lo contrario estarías mecanizando mal la forma, ya que estarías en el caso de la explicación sin compensación del ejemplo(G40).
Creo que esto sucede con todas las formas, de todas maneras, si alguien lo puede asegurar estaría muy agradecido por su aclaración.
Espero que te haya sido de ayuda mi comentario.
Salutacions !
Víctor.
Hola genio excelente contenido entiendo el concepto pero cómo sería la sintaxis de programación?
me olvide de decirte que yo uso fanuc oit
buenos días:
quisiera saber como insertar la compensación cuando programo con ciclos como g71 y g72.
gracias por su colaboración
Hola muy sencillo si no vas a utilizar el ciclo de acabado G70 puedes ponerlo en el bloque de posicionamiento antes de comenzar el perfil con ciclo G71. Ejemplo
N40 G42 X52 Z2
N50 G71 U1 R1
N60 P70 Q 150 U0 W0 F0.25