Compensación del radio de la herramienta con G41 y G42
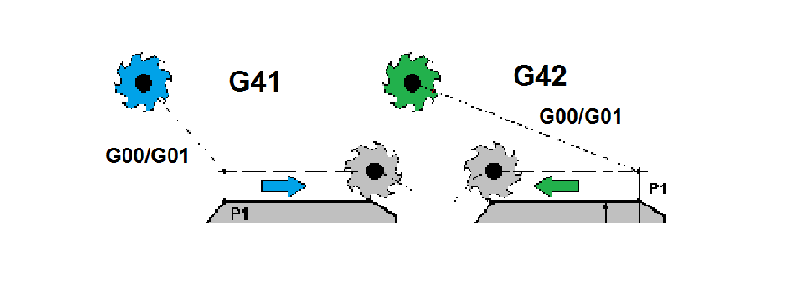
Las funciones G41 y G42 son una de las instrucciones que más se usan en la programación CNC. Las utilizamos cuando queremos indicar la compensación del radio de la herramienta en función del sentido del mecanizado.
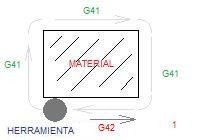
-¿Cuando debo compensar? Siempre que se contornea. (figura 1)
-¿Dónde debo compensar? Llegados a este punto hay que tener muy clara una idea. En la figura dos queda reflejada. La herramienta dibujada en gris oscuro representa el acercamiento de la herramienta a la pieza antes de realizar la compensación, es decir, N…. G0 X-10 Y8. Una vez la herramienta en esta posición es cuando debemos realizar la compensación (ya sea a derechas o a izquierdas). Requisito fundamental para no tener problemas, es dejar como mínimo una distancia entre ejes de más de 1 milímetro entre la posición actual de la herramienta (herramienta gris oscuro) y la futura posición que ocupará la herramienta (herramienta gris claro).
Ejemplos de compensaciones
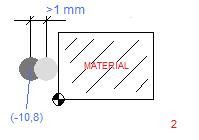
Veamos como quedaría el pequeño código de programa para realizar el acercamiento y la compensación: N0010 G0 X-10 Y8 (llevamos la herramienta a la posicion que ocupa la herramienta de color gris oscuro) N0020 G1 G41 X0 Y8 (aqui estamos en la posición que ocupa la herramienta de color gris claro). Antes de continuar cabe remarcar que cuando digo «acercamiento de la herramienta a…», doy por supuesto de que siempre vamos a tener en cuenta que no haya colisión con ningún elemento de la máquina o con la misma pieza. SIEMPRE debe quedar este concepto en nuestra cabeza. A pie de máquina es donde veremos la realidad, por lo tanto, siempre debemos pensar como si estuviésemos delante de una máquina. Creo que es la mejor filosofía, ya que de lo contrario podríamos llevarnos alguna que otra sorpresa un tanto desagradable el día que estemos delante de una máquina de control numérico. Resumiendo se podría decir que utilizaremos G41 cuando en el sentido del mecanizado se tiene que compensar el radio de la herramienta a la izquierda del material. De lo contrario usaremos G42 cuando en el sentido del mecanizado se tenga que compensar el radio de la herramienta a la derecha del material.
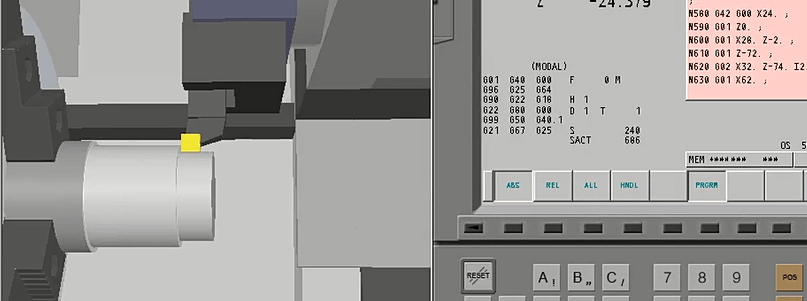
VER EJEMPLOS DE G41, G42 EN TORNOS CNC
VER EJEMPLOS DE G41, G42 EN FRESADORAS CNC
{kind=link}
muchas gracias amigos!
muchas gracias!!!!y ahora actitud!!
Hola buenos dias, alguuen sabe como puedo detener el cabezal de la fresadora con sistema fagor 8055, durante la ejecucion de un programA sin tener que detenerlo para despues volver a tener q empezarlo desde el principio?
hola uso el swansoft y el control serie oi/m fanuc y la funcion g41 y g42 y la verdad a la hora de simular no compensa nada he leido que hay que dar un valor H y no entiendo como programar ese valor, gracias por su ayuda.
HOLA! EL VALOR H ES VALOR DEL RADIO QUE PROGRAMAS EN LA FRESADORA, ESTO LE INDICARA AL CONTROL QUE HERRAMIENTA Y CON QUE DIAMETRO ESTAS TRABAJANDO.PARA A SU VES SEPA CUANTO SE DEBE MOVER PARA REALIZAR LA COMPENSACION. DEBES BUSCAR LA LISTA DE COMPENSACIÓN Y PONER LOS VALOR ALLÌ.
Buenas muchachos, consulta, en mi código aparece G41k2, que significa el k2? Desde ya gracias
OYE NO SERA EL VAOR D EN VEZ DE LA H
ES RARO QUE NO PUEDAS COMPENSAR EN TODAS LAS MAQUINAS SE PUEDE AL MENOS QUE NO TENGAS EL PARAMETRO ESO LO DEBES VER CON ALGUIEN QUE SEPA DE PARAMETROS O CONSEGUIR EL LIBRO.
ES FACIL COMPENSAR Y GRAFICARLO SOLO ES TENER EN CUENTA QUE ES LO QUE VAMOS A REALIZAR. EN QUE PUNTO DEBEMOS COMPENSAR EXACTAMENTE Y LA H NO TIENE QUE VER NADA ES COMPENSADOR DE ALTURAS ESTO ES PARA TENER COMPENSADA LAS ALTURAS DE LAS HERRAMIENTAS A LA PIEZA
valor H en un cnc es la altura de la herramienta
si pones T10 T00 M06
H es la altura de la heeramienta que estas utilizando en ese momento deves de poner H10
amigo H significa la compensación de la herramienta.
En offset settings, busca settings en las opciones de pantalla y registra el diámetro. Después programa G41(42) D# de posición de registro
la verdad de todo es que en un torno cnc la h significa el radio de la herramienta a utilizar solo en la tabla geométrica y t es el angulo de ataque."ojo". solo en la tabla geométrica…….gracias
hola tengo un control fanuc io mate tc , y no puedo hacer radios precisos con herramientas de radio total.
hola buenos días, yo no se usar g 40 , 41 ,42 con herramienta de radio total, ya que hago por ej. un radio 50 y me sale un radio diferente , agradecería si me pueden ayudar….gracias.