Mecanizado CAD / CAM de una pieza
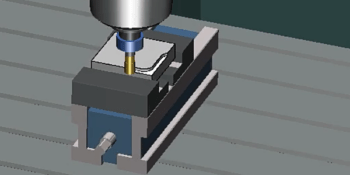
Para este mecanizado CAD / CAM utilizaremos un control SINUMERIK 840 D M, pero de momento solo entraremos en detalles con el proceso de mecanizado por CAM. Con este sencillo ejemplo trataremos de mostrar como se trabaja cuando utilizamos software para el mecanizado de piezas con máquinas herramientas comandadas por un control numérico. Un software CAM, no es otra cosa que un programa informático capaz de extraer datos dimensionales, sendas de mecanizado, velocidades de avance y desplazamientos de la herramienta, de un modelo 3D dibujado anteriormente, en función de los parámetros que hayamos configurado en el programa CAM. El modelo 3D puede haber sido dibujado en un programa de diseño diferente. La mayoría de programas CAM tienen módulos de dibujo, aunque no suelen ser muy potentes. Por ejemplo, podemos realizar el diseño de una pieza en SolidWorks 2018 y posteriormente realizar el programa de mecanizado en Mastercam. Hay también programas CAM que poseen módulos específicos para diferentes programas de diseño. Por poner otro ejemplo, el programa BobCAM tiene módulos específicos para el programa de diseño SolidWorks 2018. Actualmente hay muchísimas alternativas para realizar la programación de un CNC mediante software CAM. En función de los tipos de trabajos que debamos realizar existen diferentes tipos de software. Normalmente, si un taller debe realizar mecanizados no muy complejos, es muy probable que…