Instrucción G69 (Ciclo fijo de desbastado en el eje Z)
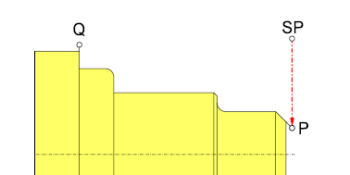
Esta función mecaniza un perfil desbastando a lo largo del eje "Z". Es un ciclo fijo de desbastado en el eje Z. Todos los bloques que definen el perfil se programan en coordenadas cartesianas. Se deberán programar siempre las cotas de los 2 ejes y en coordenadas absolutas. Si en el perfil existen tramos curvos, éstos deben programarse con las coordenadas I, K del centro, en referencia al punto inicial del arco y con su signo correspondiente. Los parámetros son los siguientes: N050 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K P0: Cota X del punto inicial (A) del perfil (en radios o diámetros). P1: Cota Z del punto inicial del perfil (A). P5: Pasada máxima. Debe ser más grande que cero. El paso real que calcula el control, siempre será menor o igual que el máximo. P7: Exceso de material para el acabado en el eje "X". Debe ser mayor o igual que 0. P8: Exceso de material para el acabado en el eje "Z". Debe ser mayor o igual que 0. P9: Velocidad de avance de la pasada de acabado. Si P9 = 0 no hará pasada de acabado pero se realizará una pasada final de desbaste respetando las demasías indicadas en los parámetros P7 y P8. Si P9 < 0 no habrá ni pasada de acabado…