En esta entrada vamos a ver el ciclo de fresado frontal cycle 232. Realizaremos un movimiento a Z20. A partir de esta cota empezaremos a mecanizar.
A continuación, tenemos que definir el código del programa para los movimientos de la herramienta. Podemos escribir el código línea por línea o usar ciclos. Para la operación de fresado frontal usaremos un ciclo pero antes programaremos el movimiento de la herramienta configurada en la entrada «Definir una herramienta«.
Para realizar un primer movimiento vamos a utilizar la tecla L.
Programacion de movimiento
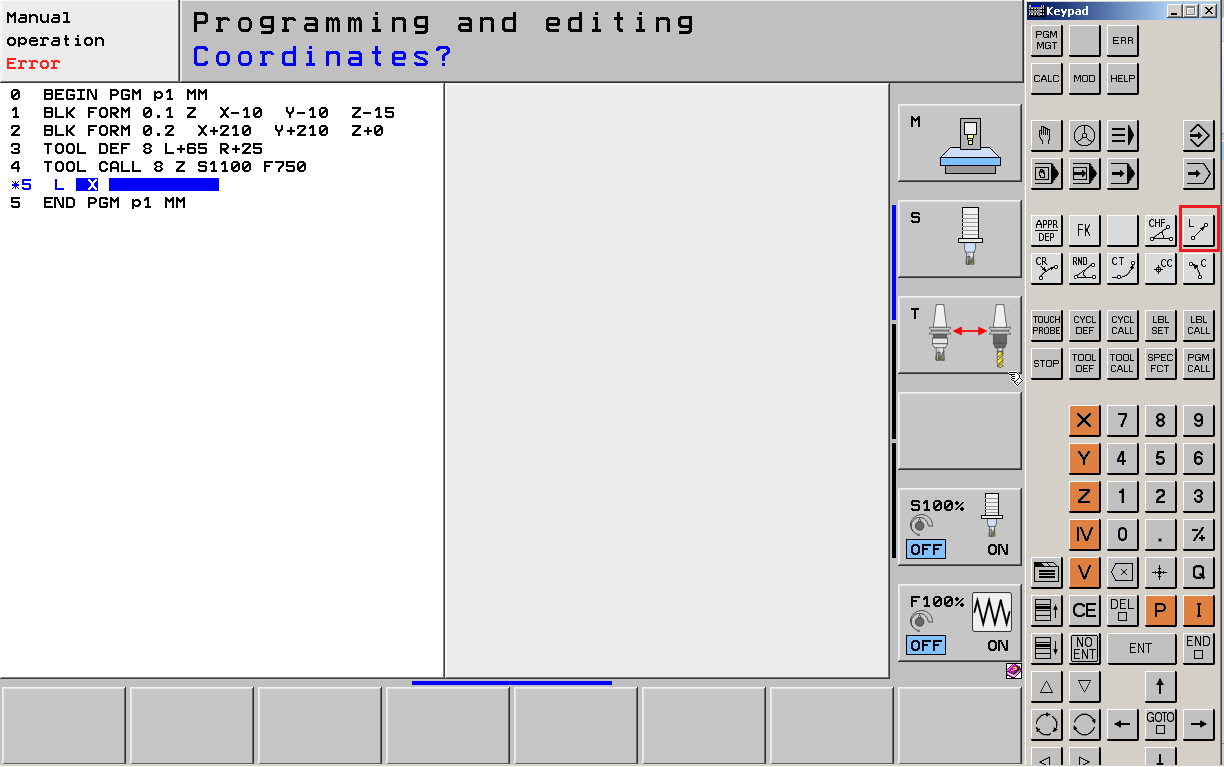
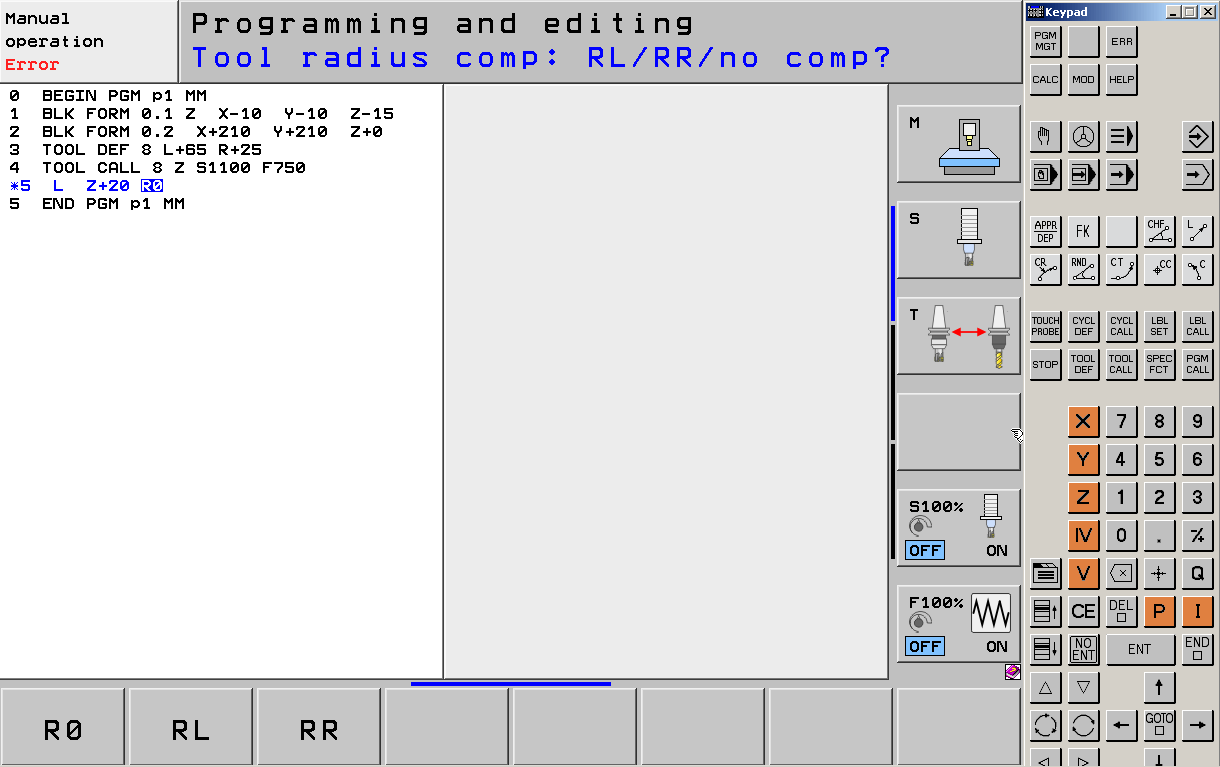
En este punto hay que cambiar el eje a Z. Para esto utilizaremos el teclado de ejes que es de color naranja. Por lo tanto, pulsaremos la tecla Z de color naranja y seguidamente introducimos 20. A continuación confirmamos con la tecla ENT. Una vez hayamos confirmado nos preguntará por la compensación del radio. Debemos seleccionar la opción R0 y confirmar con ENT.
A continuación se tiene que seleccionar la opción F MAX mediante el softkey que hay en la parte inferior.
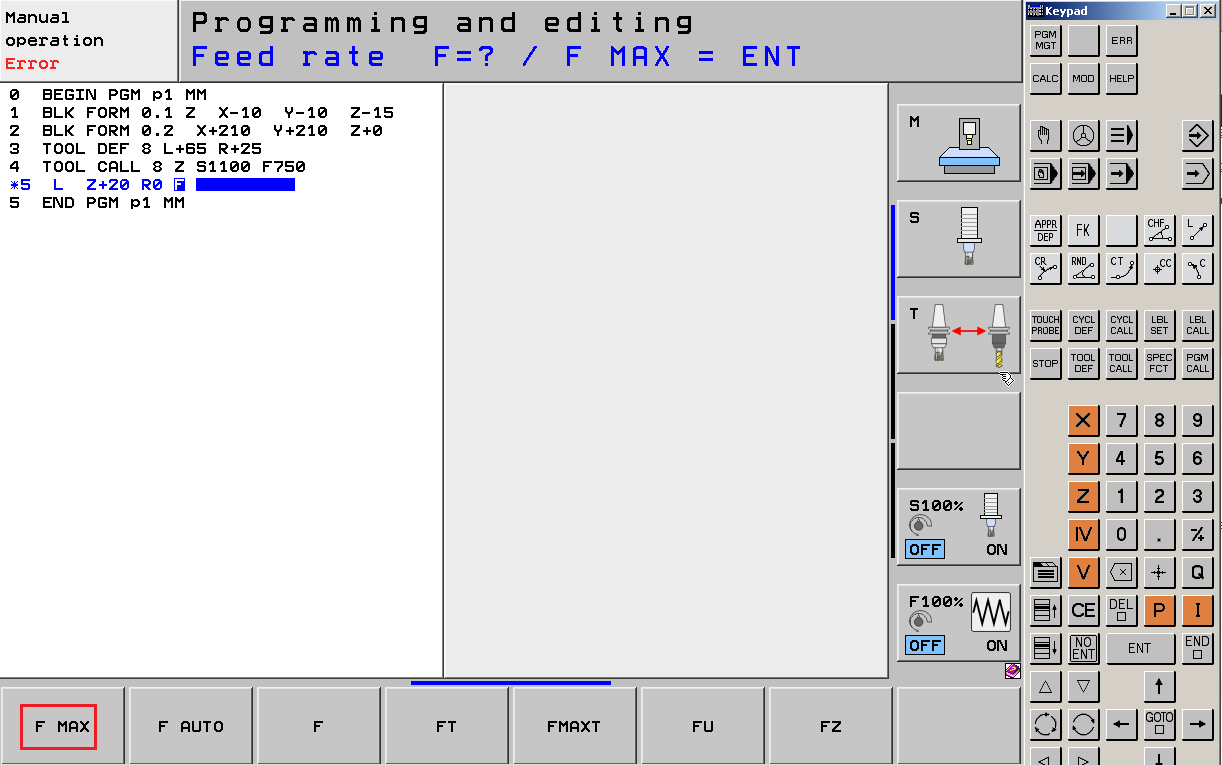
Una vez seleccionado F MAX, finalizaremos la edición de la línea pulsando la tecla END. Hasta aquí es la programación del movimiento. A continuación seguiremos viendo las características de CYCLE 232.
Empezaremos por definir el ciclo pulsando la tecla CYCL DEF y seguidamente seleccionamos la tecla MULTIPASS MILLING.
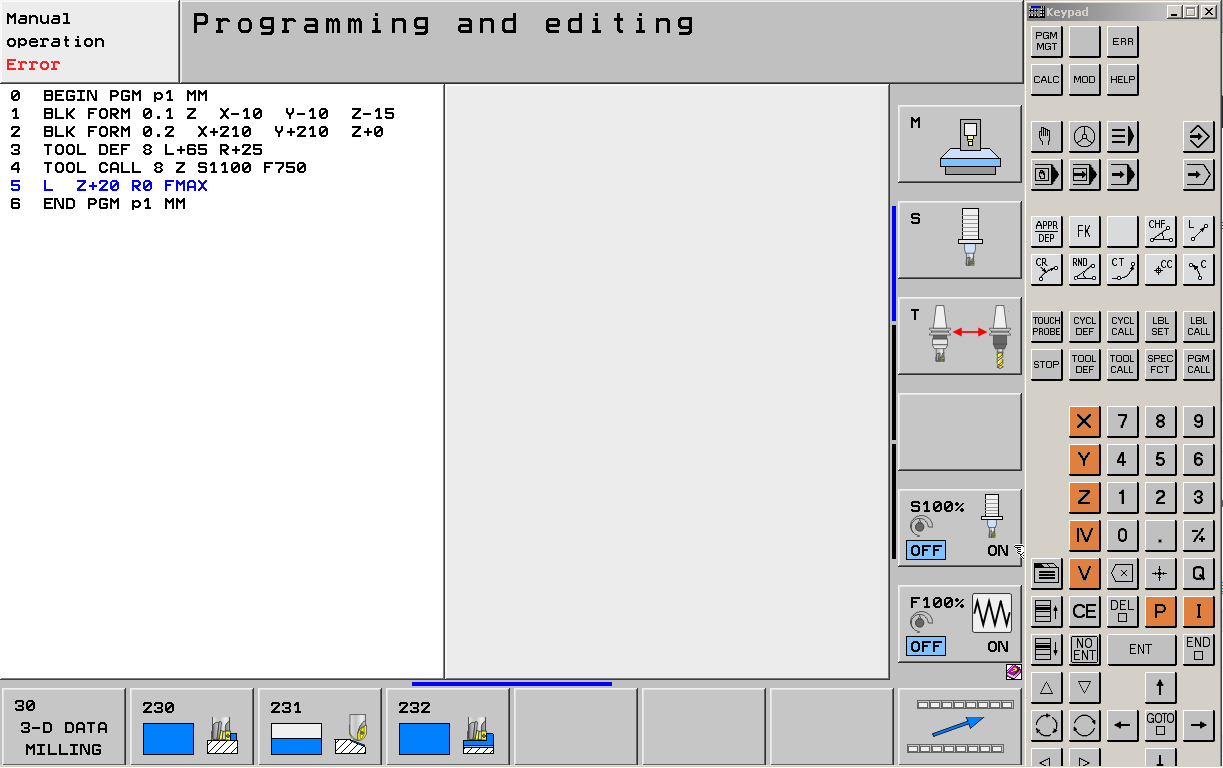
Si hemos seguido bien los pasos habremos llegado a una pantalla igual a la de la captura de arriba. En este punto debemos seleccionar el ciclo 232.
A partir de aqui veremos varias opciones para definir. Os pongo la captura de la pantalla y os explico que es cada parámetro.
Explicacion de parámetros para cycle 232
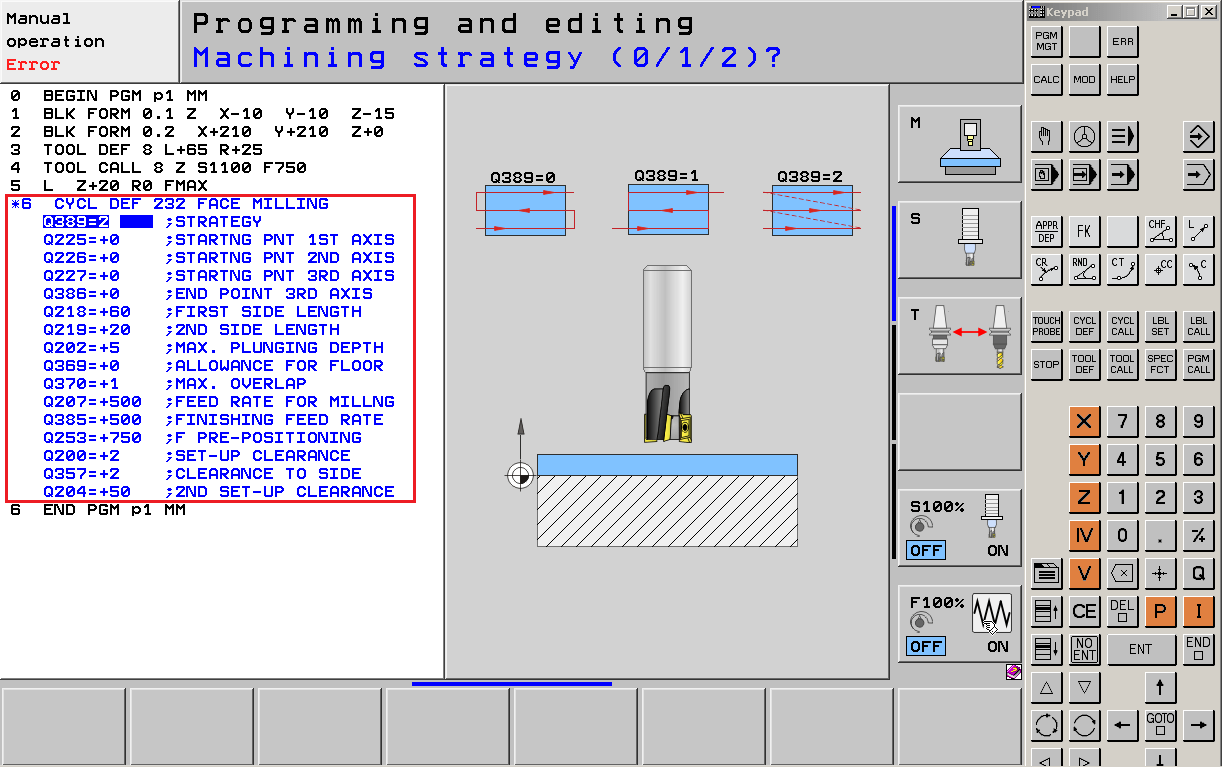
La primera opción hace referencia a la manera de organizar la trayectoria de las herramientas. Es el parámetro Q389. Seleccionamos la estrategia 0 y confirmamos con la tecla ENT. Para introducir los valores de los parámetros siempre lo haremos de la misma manera. Vamos ahora a hacer un repaso del significado de los parámetros.
Una aclaración, en HEIDENHAIN muchas veces para hacer referencia a los ejes utilizan las frases primer eje, segundo eje, tercer eje, etc… Éstos hacen referencia a los ejes X, Y, y Z respectivamente.
Q389. Es el que acabamos de ver y se refiere a la estrategia de mecanizado a adoptar. 0 + ENT
Q225. Coordenada X de la esquina inferior izquierda. -10 + ENT
Q226. Coordenada Y de la esquina inferior izquierda. -10 + ENT
Q227. Cota de inicio de material en el eje Z (tercer eje). En este parámetro, cuando yo hice el bloque de ejemplo en la entrada de edición de un programa, introduje Z a cero. No dejé ningún exceso de material. Se podría cambiar poniendo el parámetro a Z1.5. Voy a cambiarlo a Z+ 1.5 y os adjunto la captura con el parámetro cambiado.
Modificacion de valor Z
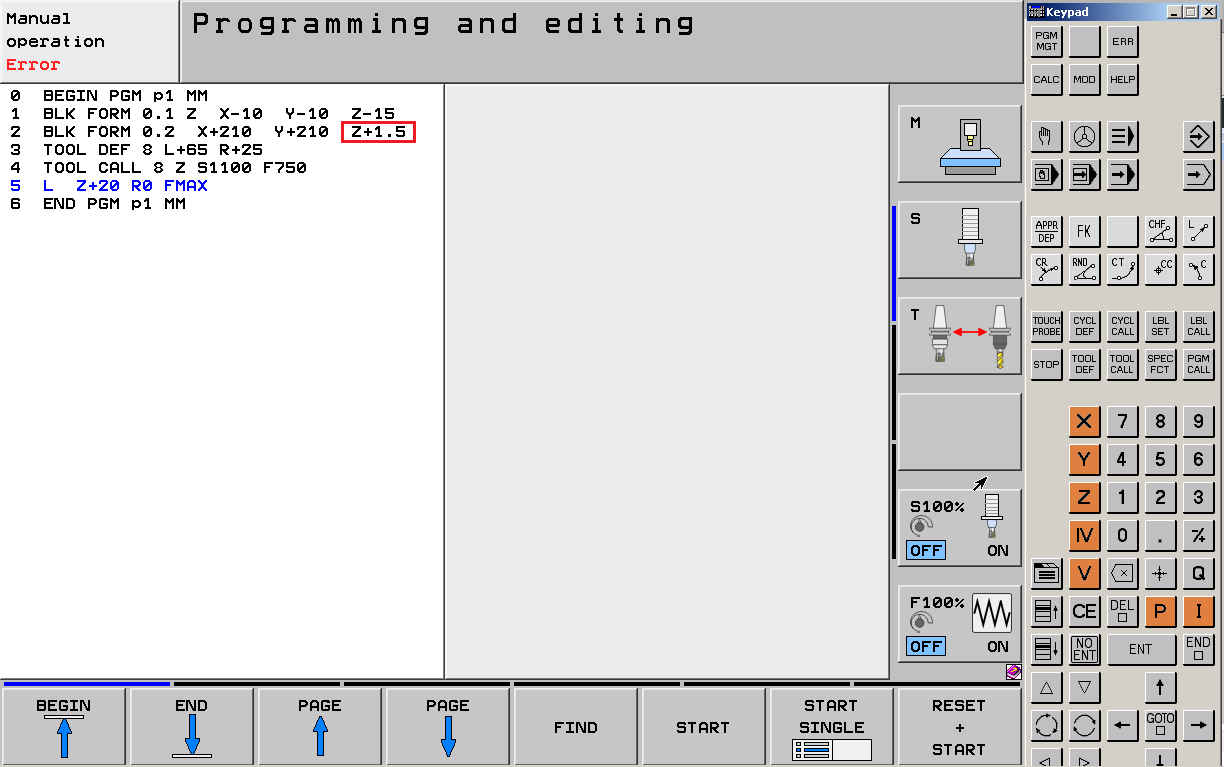
Se podría haber dejado a cero y luego indicar al control mediante el parámetro Q386 que el final del punto del tercer eje esá a -0.5 mm, pero lo he visto algo lioso y he preferido modificar el parámetro Z del bruto. Por lo tanto introduciremos el valor 1.5 + ENT.
Seguimos ahora con los parámetros del ciclo.
Q386. Coordenada Z de la parte superior del material. Hay 1.5 mm de exceso de material en Z y vamos a mecanizar este bloque hasta Z0. 0 + ENT.
Q218. Longitud del primer lado. Es la longitud en X del bruto de material. En nuestro caso es 220 mm. Por lo tanto introducimos el valor 220 y pulsamos la tecla ENT (220 + ENT).
Q219. Longitud del segundo lado. Longitud en Y del bruto de material. 220 mm también. 220 + ENT.
Q202. Profundidad máxima de pasada en Z. 1 + ENT.
Q369. Es un exceso de material en Z que podemos dejar. En este caso lo dejamos a 0. 0 + ENT.
Q370. Factor necesario para calculoar la distancia entre pasadas. El valor que le pongamos a este parámetro multiplicado por el radio de la herramienta nos dará la distancia entre pasadas en el fresado frontal. 1.5 + ENT
Q207. Avance de trabajo para el fresado. Poner el valor de 700 + ENT.
Q385. Avance de trabajo para la pasada de acabado. Aquí pondremos el valor 400 + ENT.
Q253. Velocidad de avance para el posicionamiento. También es la velocidad de avance para movimientos entre pasadas. 400 + ENT.
Q200. Es la distancia de seguridad desde la parte superior del material bruto. Los movimientos entre pasadas son en la misma altura en Z. Este parámetro es muy útil cuando seleccionamos la estrategia 2. Poner el valor 10 + ENT.
Q357. Distancia de seguridad lateral. La distancia existente desde los lados del bruto. 5 + ENT.
Q204. Distancia de seguridad desde el bruto hasta la herramienta. 50 + ENT
Con todo esto ya tenemos definido el ciclo de fresado frontal. A continuación el vídeo que muestra la introducción de parámetros de cycle 232.
En la siguiente entrada veremos como se llama a este ciclo de trabajo para realizar el mecanizado.