Instrucción G73 (Ciclo fijo de seguimiento de perfil)
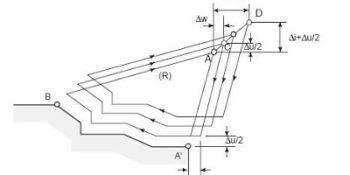
Ciclo fijo de seguimiento de perfil Utilizamos esta instrucción en controles FANUC 0i-TC cuando queremos realizar un perfil en varias pasadas. Normalmente esta función se utiliza en piezas que ya tiene una forma. Suele ser el caso de piezas de forja, fundición, etc.. El ciclo se define en dos líneas, y precisa indicarle donde se encuentran las líneas de código que definen su perfil. En la ilustración se verá más claro. Para la primera línea se utilizan los siguientes parámetros: G73 U_ W_ R_ U: Es la profundidad de material a mecanizar con respecto al eje "X". (Diferencial de i en la ilustración de abajo.) W: Es la profundidad de material a mecanizar con respecto al eje "Z". (Diferencial de k en la ilustración de abajo.) R: Es el número de pasadas. La segunda línea tendrá los siguientes parámetros: G73 P_ Q_ U_ W_ F_ S_ T_ P: Es el número de bloque donde empieza el perfil. Q: Es el número de bloque donde finaliza el perfil. U: Es el exceso de material en referencia al eje "X". Se puede indicar en radio o diámetro.(Seria diferencial de u en la ilustración de arriba.). W: Es el exceso de material en referencia al eje "Z". .(Seria diferencial de w en la ilustración de arriba.). F: Avance. S: Velocidad de…