Ciclo fijo de roscado. Instrucción G76
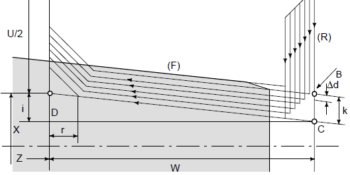
Ciclo fijo de roscado múltiple Esta función nos permite mecanizar roscas métricas, cilíndricas o cónicas en más de una pasada. Previo a utilizar el ciclo, la herramienta debe estar bien posicionada tanto en el eje X como en el eje Z. Por consiguiente, la herramienta terminará en el punto d posicionamiento. Vamos a dar un repaso a los parámetros que tiene esta función. Primero se define el ciclo y a continuación los parámetros: N150 G76 P010060 Q100 R0.05 N160 G76 X15.325 Z-22 R0 P766 Q250 F1.25 En la primera línea vemos: G76 P010060 Q100 R0.05 P: Es donde se define la rosca que vamos a mecanizar. Este parámetro encapsula tres parámetros. Es decir, almacena tres parámetros diferentes. Después de la P (Pxx----), los dos primeros dígitos indican el número de repeticiones para el acabado. Los otros dos dígitos (P--xx--) definen el valor de achaflanado "r". Los dos últimos (P----xx) indican el ángulo de la punta de la herramienta. A continuación un diagrama explicativo de estos tres parámetros. Explicación de parámetro P A continuación la siguiente línea que es la definición de los parámetros. G76 X12.325 Z-22 R0 P766 Q250 F1.25 Parámetros en G76 X: Es el diámetro del final de la rosca en cotas absolutas.Z: La cota final de la rosca en absolutas.U: Es la distancia del punto de inicio al final de rosca.…