CYCLE95. Ciclo fijo de desbastado
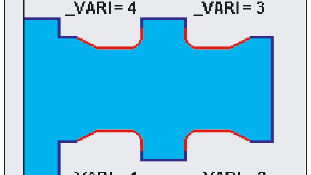
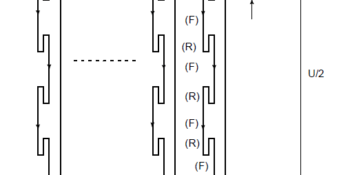
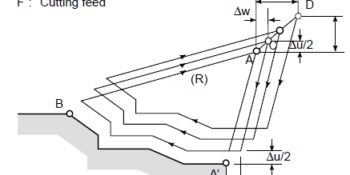
Mecanizado de contorno mediante subprograma CYCLE 95 es un ciclo fijo que se dedica a realizar el mecanizado de un contorno partiendo de una pieza en bruto. Esta función es muy utilizada por los programadores y operarios. Se suele utilizar un pequeño programa donde está programado el perfil a mecanizar. Por lo tanto, los perfiles pueden ser cilindrados exteriores e interiores y refrentados exteriores e interiores. A continuación veremos la especificación de CYCLE95. El formato a utilizar es el siguiente: CYCLE95 (NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, _VRT) NPP: Número del subprograma. El subprograma que contiene el contorno debe llamarse Lxxx. Donde xxx deben ser números enteros. MID: Profundidad máxima de pasada. No debe tener signo este parámetro. FALZ: Exceso de material en Z. Sin signo. FALX: Exceso de material en X. No lleva signo. FAL: Exceso de material paralelo al contorno. No tiene signo. FF1: Avance para cortes de desbaste sin rebajes. FF2: Avance para desbaste pero cuando hay profundización en rebajes. FF3: Avance en acabado. VARI: Tipo de mecanizado a efectuar. Ver tabla. DT: Temporización para rotura de viruta en el desbaste. DAM: Longitud de desplazamiento para la rotura de viruta. VRT: Trayectoria de retirada del contorno. Vamos a simular este ciclo mediante un pequeño programa. Se utilizará la función CYCLE95 y además se…