G95 es una instrucción modal, la cual nos indica que el avance será expresado en mm/vuelta. Debe de quedar muy claro el concepto, ya que, cuando programamos un avance con la instrucción G94, nos estamos refiriendo a un avance expresado en mm/min.
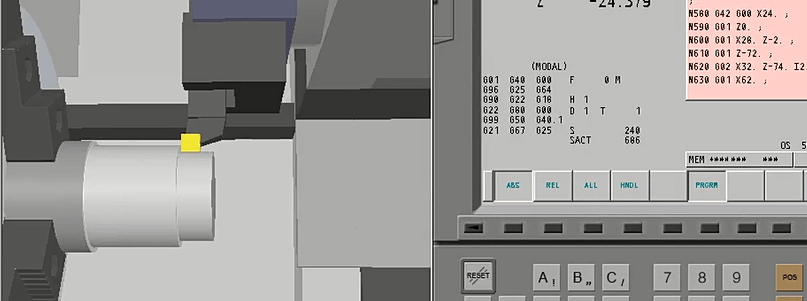
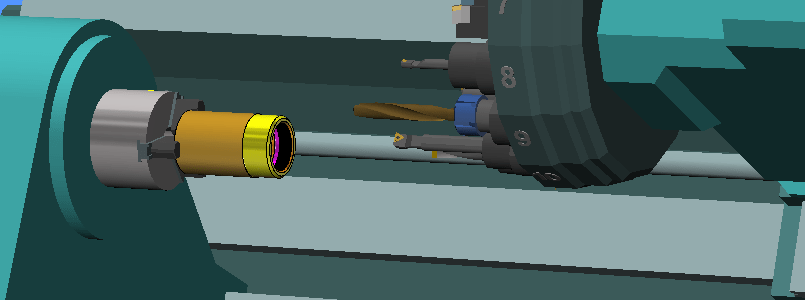
VER EJEMPLOS DE G95 EN TORNOS DE CONTROL NUMERICO
Es decir, seria perfectamente posible indicar un avance de F200. Pero al utilizar G95, debemos tener en cuenta que utilizaremos un avance expresado en mm/vuelta, lo cual indica que los avances a utilizar deberan ser más bajos (F0,15).
Si utilizamos F200 con la instrucción G95 en el mecanizado de una pieza en torno. Estaríamos indicando al control que mecanizase con un avance de la herramienta de 200 mm por vuelta.
Con tan solo 3 vueltas del plato, nuestra herramienta avanzaría 600 mm. Como habréis deducido, esa situación provocaría una colisión muy brusca con la pieza a mecanizar.