Instrucción G36 en centro de mecanizado.
La instrucción G36 la utilizamos para programar un redondeo controlado de aristas con un radio determinado. No debemos indicarle ni los puntos inicial/final del arco ni el centro. Esta función siempre debe ir acompañada de un radio R.
Nos encontraremos con tres maneras de utilizar esta función.
– Recta-recta.
– Recta-arco.
– Arco-arco.
RECTA-RECTA
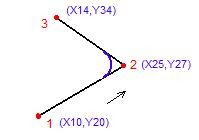 Si queremos programar un redondeo de 9 milímetros en la arista punto 2 y venimos con nuestro mecanizado desde el punto 1, la programación deberá ser de la siguiente forma:
Si queremos programar un redondeo de 9 milímetros en la arista punto 2 y venimos con nuestro mecanizado desde el punto 1, la programación deberá ser de la siguiente forma:
N040 G01 G36 R9 X25 Y27
En este punto del programa, el control todavía no ha efectuado ningún movimiento. Será cuando programemos el siguente movimiento cuando el control efectuará todo el mecanizado. (Desde el punto 1 hasta el punto 3). El bloque necesario que falta para realizar el recorrido del 1 al 3 seria el siguiente:
N050 G01 X14 Y34
RECTA-ARCO
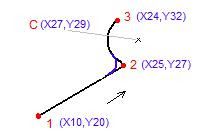 Como en el anterior ejemplo el mecanizado lo efectuamos del punto 1 al punto 3 (El radio del redondeo sigue siendo de 9 mm). El centro del arco es el punto C. Lo hariamos de la siguiente forma:
Como en el anterior ejemplo el mecanizado lo efectuamos del punto 1 al punto 3 (El radio del redondeo sigue siendo de 9 mm). El centro del arco es el punto C. Lo hariamos de la siguiente forma:
N040 G01 G36 R9 X25 Y27
N050 G02 X24 Y32 I2 J2
En la línea 50 la I y la J se da desde el punto 2 hasta el punto cero, como si el readio comenzara en ese punto.
ARCO-ARCO
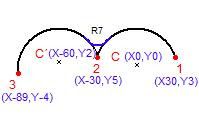 Como en los ejemplos anteriores mecanizamos desde el punto 1 hasta el punto 3. Los centros son los marcados con C y C´. El código de programa para programar este tipo de redondeos seria el siguiente:
Como en los ejemplos anteriores mecanizamos desde el punto 1 hasta el punto 3. Los centros son los marcados con C y C´. El código de programa para programar este tipo de redondeos seria el siguiente:
N040 G03 G36 R7 X-30 Y5 I-30 J-3
N050 G03 X-89 Y-4 I-30 J -3
Ver ejemplos G36 en torno FAGOR 8055T
Saludos.
¿Se pueden mezclar cartesianas y polares usando una G36 o G39?
Es decir, vamos del punto 1 al 2 en cartesianas y del 2 al 3 en polares.
Gracias.
Si