Para realizar el mecanizado de cajeras rectangulares en la fresadora, utilizamos la función G87. Los parámetros utilizados en la función G87 son los siguientes:
N050 G87 G98/99 X_ Y_ Z_ I_ J_ K_ B_ C_ D_ H_ L_
Parametros
A continuación una breve explicación de lo que es cada parámetro.
 X Cota de inicio (con respecto a X).
X Cota de inicio (con respecto a X).
Y Cota de inicio (con respecto a Y).
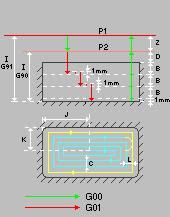
Z Cota de inicio (Plano de referencia). Cuando se programa en incremental, esta cota está referida con respecto al plano de partida.
I Profundidad del mecanizado. Cuando se programa en inremental esta cota está referida con respecto al plano de partida.
J Mitad de anchura de la cajera según el eje de abscisas.
K Mitad de anchura de la cajera según ele eje de ordenadas.
B Pasada (según el eje Z).
C Pasada (según el plano XY).
D Distancia existente entre el plano de referencia y la superficie de la pieza donde efectuaremos la cajera.
H Avance de trabajo en la pasada de acabado. Si no se programa se realizará con el avance del mecanizado.
L Demasía para el acabado según el plano principal.
N020 G54 N030 T2 D2 N040 M06 N050 G0 G90 X0 Y0 Z100 F100 S300 M3 N060 G87 G99 X50 Y50 Z5 I-4 J30 K15 B1.5 C4 D5 H50 L0.5 N070 G80 Z100 N080 M30
¿esta programación con ciclos fijos de cajeras g87 y g88 sería igual para programar con fagor 8025M ?
Se puede programar una cajera sin poner H y L?
Hola.
Si no vas a realizar pasada de acabado no es necesario programarlos.
Un saludo,
Víctor.
Hola. Me llamo Lolo.
¿A que se debe que en la programacion de una cajera, de error en el control en el parametro I,J y K, si el simulador no detecta ningún error?.
Gracias de antemano. Un saludo
hola disculpa como se llama el simulador que usaste para este ejemplo
Winunisoft 3.4
Un Saludo