El mecanizado de encastes con G02 y G03 es sencillo de realizar. Lo importante es conocer los puntos donde se inician los mecanizados con interpolaciones circulares.
En este ejemplo de programa se mecanizan dos formas diferentes de encaste. En las líneas del programa veréis unos comentarios que os servirán de guía. Veréis que hay un mecanizado ranurado. En este trozo de programa no se realiza ese mecanizado. Es en otra parte del programa donde se realiza ese ranurado.
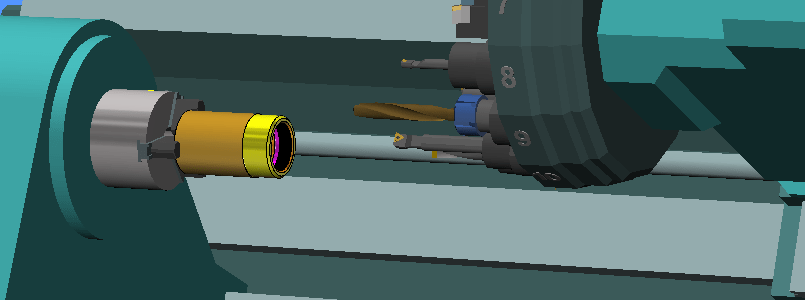
La herramienta utilizada es una herramienta izquierda de exteriores con plaquita / inserto VBMT 110304
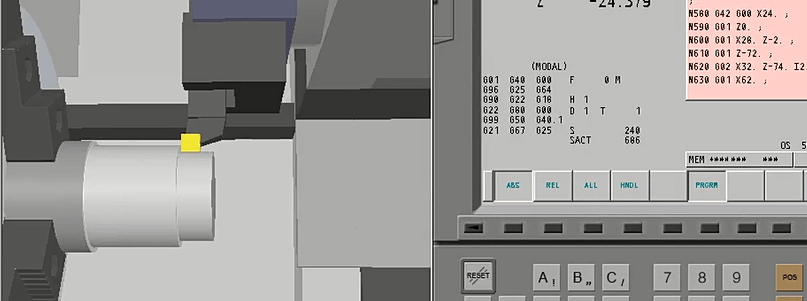
El programa
N79 T2 N80 G96 S380 M04 N81 G00 X10 Z2 N82 G42 G00 X10 Z2 N83 G01 Z0 F0.1 N84 G01 X26 N85 G01 X30 Z-2 N86 G01 Z-15 F0.18 ;Inicio de mecanizado detalle Y N87 G01 X27.268 Z-17.366 N88 G02 X27 Z-17.866 I0.866 K-0.5 N89 G01 Z-19 N90 G02 X29 Z-20 I1 K0 N91 G01 X30 ;Final de mecanizado detalle Y N92 G01 X42 N93 G03 X44 Z-21 I0 K-1 N94 G01 Z-22.5 N95 G02 Z-36.5 I24 K-7 N96 G01 Z-50 ;Inicio del mecanizado del segundo encaste N97 G01 X35.393 Z-57.454 N98 G02 X36.982 Z-63.49 I4.33 K-2.5 N99 G01 X42.243 Z-66.12 N100 G03 X44 Z-68.241 I-2.121 K-2.121 N101 G01 Z-75 ;Fin del mecanizado del segundo encaste N102 G01 X56 N103 G01 X67 Z-78.175 N104 G40 G00 X66.6 Z-78.229 N105 G00 X368 Z231
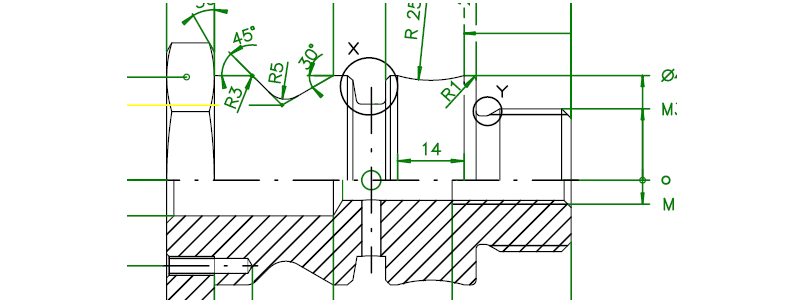
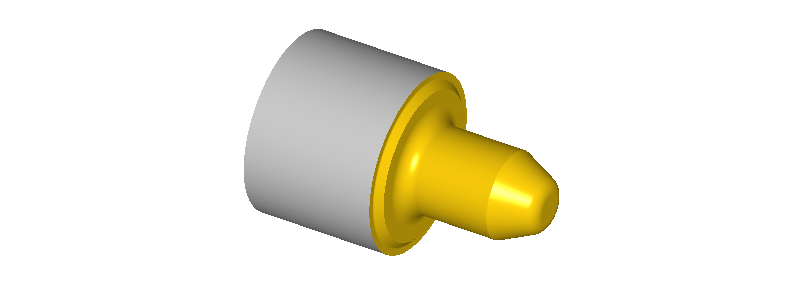
La pieza
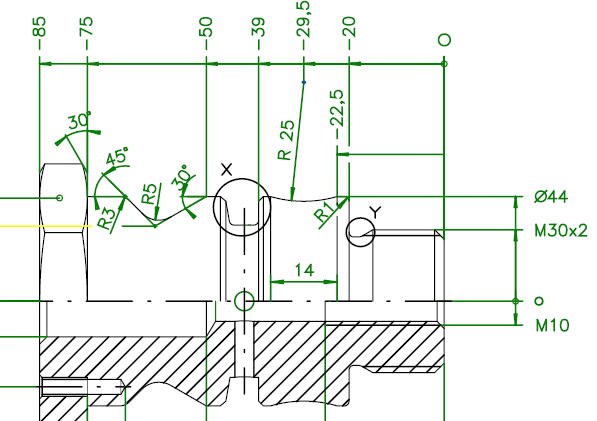
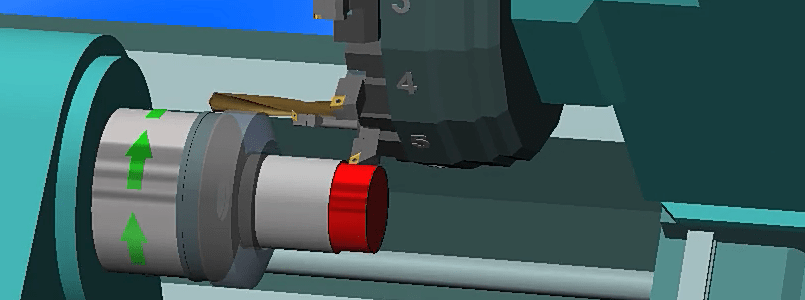
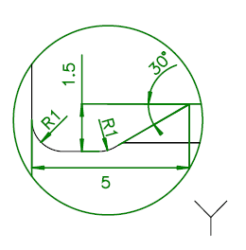 La manera de programar el mecanizado del detalle «Y» se puede apreciar en las líneas N86 hasta la línea N91. Como se puede observar, siempre será necesario saber los puntos de inicio y final de los arcos. La trigonometría será nuestra gran aliada en estos casos.
La manera de programar el mecanizado del detalle «Y» se puede apreciar en las líneas N86 hasta la línea N91. Como se puede observar, siempre será necesario saber los puntos de inicio y final de los arcos. La trigonometría será nuestra gran aliada en estos casos.
{kind=link}