Mecanizado de perfil
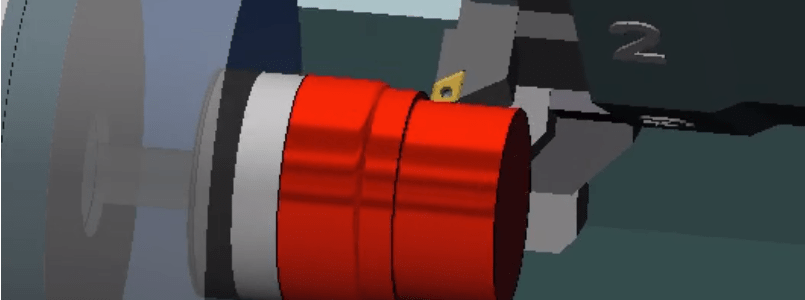
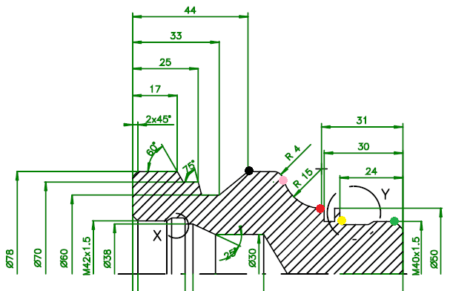
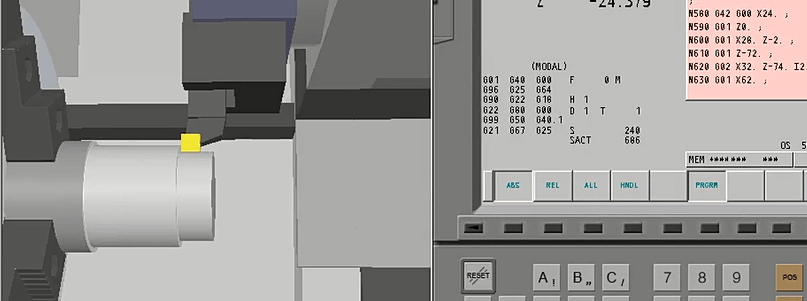
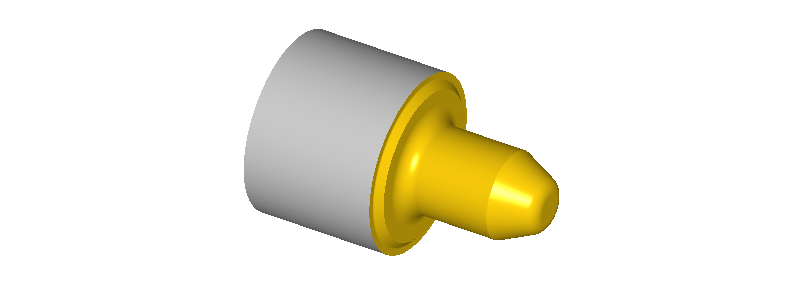
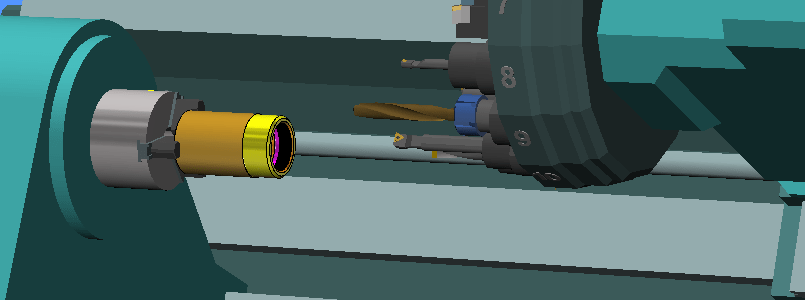
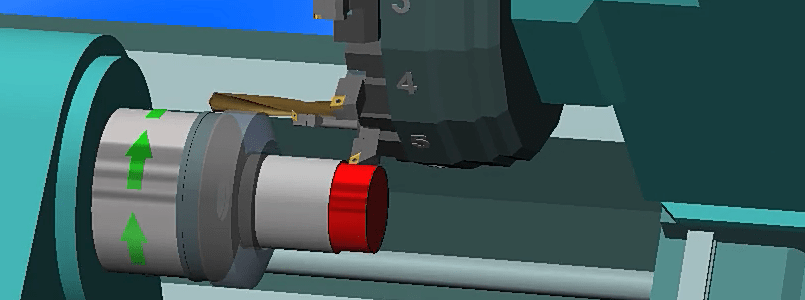
Podéis ver el mecanizado de esta pieza utilizando un desbaste mediante seguimiento de perfil. He insertado 5 puntos con diferentes colores para que podáis ver como realiza el seguimiento del perfil el control. La dirección del mecanizado es desde el punto verde hacia el punto de color negro. A partir del punto de color negro no he seguido indicando el seguimiento. Lo he hecho para que lo podáis practicar vosotros. Adjunto el trozo de programa con comentarios y el vídeo de la simulación.
Por último deciros que podéis comentar cualquier duda o aclaración que os pase por la cabeza.
El programa
N105 (Contorno de desbaste longitudinal) N110 T0202 N115 G50 S3000 N120 G96 S0200 M4 N125 S0200 N130 G00 X80. Z2. N135 G71 U3. R1. N140 G71 P145 Q215 U1. W0.1 F0.3 N145 G42 G00 X30. Z2. N150 G01 X40. Z-3. (punto verde) N155 G01 Z-24. (punto amarillo) N160 G01 X50. N165 G01 Z-31. (punto rojo) N170 G02 X72.105 Z-45.471 I15. K0. (punto rosa) N175 G03 X78. Z-49.33 I-1.053 K-3.859 N180 G01 Z-59. (punto negro) N185 G01 X60. Z-74. N190 G01 Z-76.66 N195 G01 X70. Z-78. N200 G01 Z-83.691 N205 G01 X78. Z-86. N210 G01 X80. Z-87. N215 G40 N220 G00 X364. Z226.
{kind=link}
hola, queri consultarles con respecto al ciclo fijo G71. Tengo problemas al intentar mecanizar un perfil en el cual los diametros comienzan creciendo y luego decrecen. Me tira error y me dice una alarma como que decrece e incrementa. Busco algo en internet y encontre en youtube de la empresa Hass..que explica sobre esto..y ellos lo identifican como Monotonic o Non monotonic. Aguardo sus comentarios Gracias