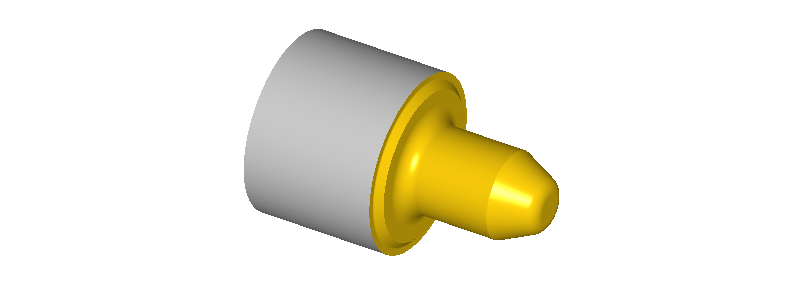
Mecanizado de cono interior
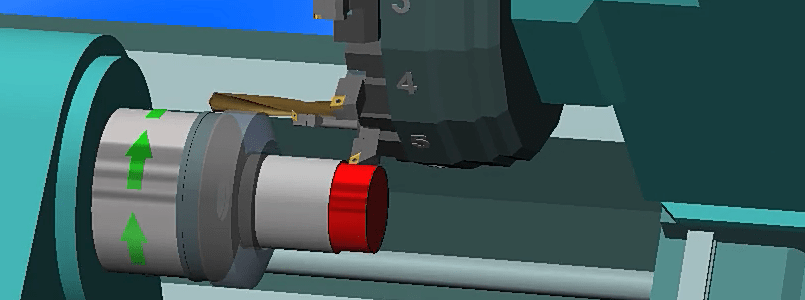
En este ejemplo se realiza el mecanizado de un cono interior con la función G81. Este ciclo fijo realiza el torneado de tramos rectos. Es un programa muy sencillo que nos ilustra como deben utilizarse los parámetros del ciclo fijo G81 para conseguir el mecanizado de un cono.
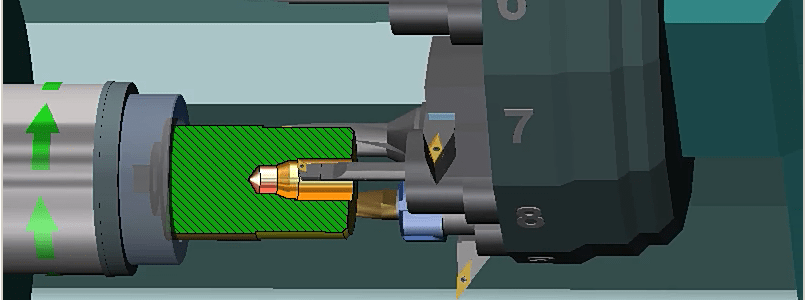
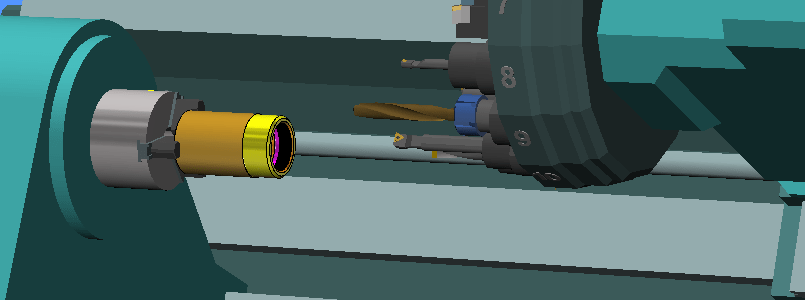
La herramienta utilizada es una herramienta de mandrinado. Como siempre, a tener muy en cuenta los avances de mecanizado. Es decir, para mecanizar hierro, no utilizaremos el mismo avance que cuando mecanizamos aluminio.
El programa
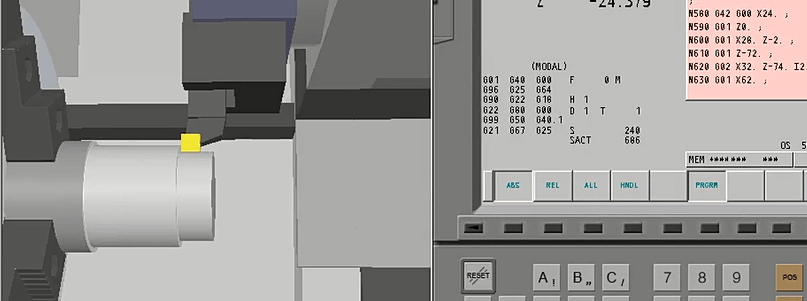
N10 G54 N20 G92 S2200 ; Siempre tope de velocidad N30 G0 Z150 X100 N40 G95 G96 F0.2 S120 M4 N50 T8 D8 N60 G0 G41 X18 Z5 N70 G81 X64 Z0 Q20 R-50 C1.5 L0.3 M0.25 H0.1 N80 G0 Z150 N90 M30
{kind=link}