Después de algún tiempo de parón inicio de nuevo mi actividad en el blog. Esta vez será con una entrada que muestra cómo programar con compensación del radio de la herramienta y sin compensación del radio de la herramienta. El ejemplo es bastante sencillo, pero bastante clarificador. El mecanizado se realiza en una fresadora. Para realizar mecanizados sin compensación del radio de la herramienta en torno hay que tener en cuenta una serie de temas que explicaré más adelante en una nueva entrada.
Con compensación
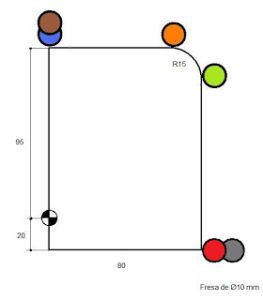
N10 G0 G90 G80 G43 X95 Y-20 Z20 F50 S400 T1D1 M3 N20 G0 Z-10 (Color gris) N30 G1 G42 X80 Y-20 (color Rojo) N40 G1 Y80 (Color Verde) N50 G3 X65 Y95 I-15 J0 (Color Naranja) N60 G1 X0 (Color Azul) N70 G0 G40 Y110 (Color Marrón) N80 G0 20 N90 M30
Sin compensación
N10 G0 G90 G80 G43 X95 Y-20 Z20 F50 S400 T1D1 M3 N20 G0 Z-10 (Color gris) N30 G1 X85 Y-20 (color Rojo) N40 G1 Y80 (Color Verde) N50 G3 X65 Y100 I-20 J0 (Color Naranja) N60 G1 X0 (Color Azul) N70 G0 Y110 (Color Marrón) N80 G0 20 N90 M30