Ciclo fijo de desbastado longitudinal con tramos rectos y/o curvos
Con esta instrucción lo que conseguimos es realizar el mecanizado de un perfil utilizando un ciclo fijo de desbastado en el eje X. El perfil puede contener tramos rectos o tramos curvos. Los bloques del programa que definen el perfil se deben programar en coordenadas cartesianas, por lo tanto, siempre deberemos reflejar las cotas de los 2 ejes (XZ) y en cotas absolutas. Los tramos curvos se deberán programar con las coordenadas I, K del centro, en referencia al punto inicial del arco y con su signo correspondiente. Finalmente, más abajo, se podrá ver un ejemplo en el que quedaran claros estos conceptos.
El formato de esta instrucción es el siguiente:
N050 G69 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K
Donde:
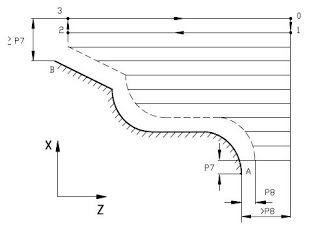
P0: Es la cota X del punto inicial A.
P1: Es la cota Z del punto inicial A.
P5: Es el paso máximo expresado en radios.
P7: Exceso de material para el acabado en el eje X.
P8: Exceso de material para el acabado en el eje Z.
P9: Velocidad de avance en acabado.
P13: Primer bloque de definición del perfil.
P14: Último bloque de definición del perfil.
Si el parámetro P9 es igual a 0, no se realizará pasada de acabado, aunque si realizará una pasada final de desbaste respetando el exceso de material indicado en los parámetros P7 y P8.
Si P9 tiene un valor negativo, el control no realizará ni pasada de acabado ni pasada final de desbaste.
Ejemplo de programación
Como viene siendo de costumbre, mecanizaremos una pieza para poder ver en ejecución la instrucción G68. Esta vez la pieza en cuestion será la siguiente:
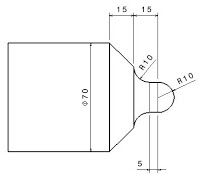
La longitud total de la pieza es indiferente. Naturalmente, lo que nos interesa es saber como llegamos a la silueta de la pieza utilizando la instrucción G68. La silueta primero empieza en el punto X0 Z0 y por último finaliza en el punto X70 Z-40. Cabe aclarar que el punto cero de la pieza es la punta parecida a un chupete.
El programa de esta pieza es el siguiente:
N010 G53 Z69 N020 G53 N030 G92 S2200 N040 G95 G96 G42 F0.20 S160 T1.1 M03 N050 G00 X72 Z0.5 M08 N060 G01 X-1.6 N070 G00 X72 Z4 N080 G68 P0=K0 P1=K0 P5=K2 P7=K0.25 P8=K0.5 P9=K0.1 P13=K90 P14=K120 N082 G40 X75 Z100 N085 M30 N090 G03 X20 Z-10 I0 K-10 N100 G01 X20 Z-15 N110 G02 X40 Z-25 I10 K0 N120 G01 X70 Z-40
La simulación:
{kind=link}