Compensacion del radio de la herramienta
Como bien dice el apartado, intentaré ampliar el apartado de compensaciones del radio de la herramienta con una serie de descripciones:
– Cuando realizamos la compensación (G41 o G42), ésta se realiza a la izquierda o a la derecha en dirección del movimiento, jamás por delante o por detrás.
– Cuando realizamos la compensación (G41 o G42), ésta se realiza a la izquierda o a la derecha en dirección del movimiento, jamás por delante o por detrás.
 – Si estamos realizando un contorneado (un paralelogramo) por su parte exterior, y utilizamos la instrucción G00, todos los movimientos serán rápidos, incluso las rotaciones en las esquinas.
– Si estamos realizando un contorneado (un paralelogramo) por su parte exterior, y utilizamos la instrucción G00, todos los movimientos serán rápidos, incluso las rotaciones en las esquinas.– Hay que tener en cuenta que: cuando hemos programado en un bloque un G00 y en el siguiente bloque hay un G01, habiendo todavía compensación del radio de la herramienta, debemos saber que hasta que la herramienta no este perpendicular al proximo movimiento, los movimientos se harán al máximo avance. Por ejemplo:
N0010 (ya existe compensación)G00 Y50
N0020 G01 X50
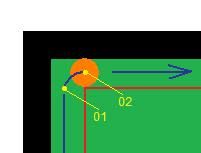
Para entender el concepto miremos el siguiente dibujo. Se trata de una mesa de billar de carambolas. La bola está arrinconada en la esquina superior izquierda. Se trata de imaginaros a la bola moviéndose siempre tocando la banda, es decir, apoyandose en las bandas. Pues bien, imaginemos más. Ahora la bola es una herramienta, y el rectángulo rojo es una pieza a contornear. Pongamos que la pieza (el rectángulo rojo) hace 90mm de largo por 40mm de alto. Como veréis hay dos puntos ilustrados
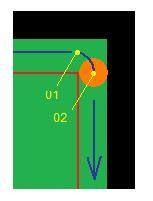 , el 01 y el 02, en el 01 es donde la herramienta iniciaria la rotación sobre la esquina. En el punto 02 finalizaría la rotación de la herramienta, ya que este punto, el 02, se encontraría perpendicular a la esquina, y por lo tanto, preparado para seguir la trayectoria del mecanizado. Muy importante entender este movimiento en las compensaciones (sobre todo en los mecanizados en fresadora), ya que este movimiento cuando se efectúa en G00, es un tanto brusco y podría darnos alguna que otra sorpresa (colisiones con bridas, colisiones contra material en G00,etc…). Mi consejo… Sólo utilizar G00 cuando vamos a descompensar. Dicho esto, decir que en el código de programa de arriba, la herramienta llegaría hasta el punto 02 en G00, y en el siguiente bloque (esquina superior derecha de nuestro billar), la herramienta quedaría de la siguiente forma:
, el 01 y el 02, en el 01 es donde la herramienta iniciaria la rotación sobre la esquina. En el punto 02 finalizaría la rotación de la herramienta, ya que este punto, el 02, se encontraría perpendicular a la esquina, y por lo tanto, preparado para seguir la trayectoria del mecanizado. Muy importante entender este movimiento en las compensaciones (sobre todo en los mecanizados en fresadora), ya que este movimiento cuando se efectúa en G00, es un tanto brusco y podría darnos alguna que otra sorpresa (colisiones con bridas, colisiones contra material en G00,etc…). Mi consejo… Sólo utilizar G00 cuando vamos a descompensar. Dicho esto, decir que en el código de programa de arriba, la herramienta llegaría hasta el punto 02 en G00, y en el siguiente bloque (esquina superior derecha de nuestro billar), la herramienta quedaría de la siguiente forma:
, el 01 y el 02, en el 01 es donde la herramienta iniciaria la rotación sobre la esquina. En el punto 02 finalizaría la rotación de la herramienta, ya que este punto, el 02, se encontraría perpendicular a la esquina, y por lo tanto, preparado para seguir la trayectoria del mecanizado. Muy importante entender este movimiento en las compensaciones (sobre todo en los mecanizados en fresadora), ya que este movimiento cuando se efectúa en G00, es un tanto brusco y podría darnos alguna que otra sorpresa (colisiones con bridas, colisiones contra material en G00,etc…). Mi consejo… Sólo utilizar G00 cuando vamos a descompensar. Dicho esto, decir que en el código de programa de arriba, la herramienta llegaría hasta el punto 02 en G00, y en el siguiente bloque (esquina superior derecha de nuestro billar), la herramienta quedaría de la siguiente forma:El código de programa que se ejecuta en este video es el siguiente:
N020 G54
N030 T9 D9
N040 M06
N050 G0 G90 X-10 Y50 Z10 F20 S500
N060 Z2
N070 G1 Z-0.5
N080 G1 G41 X5 Y50
N090 Y90
N100 X90
N110 Y5
N120 X5
N130 Y50
N140 G0 G40 X-10 Y50
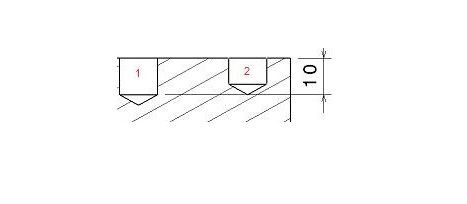
N150 M30Como habréis comprobado, la herramienta cuando alcanza las esquinas y debe cambiar la dirección de mecanizado, rota sobre la esquina. Veréis el detalle de la rotación en los restos de material que he dejado expresamente para que se pueda comprobar mejor.
N030 T9 D9
N040 M06
N050 G0 G90 X-10 Y50 Z10 F20 S500
N060 Z2
N070 G1 Z-0.5
N080 G1 G41 X5 Y50
N090 Y90
N100 X90
N110 Y5
N120 X5
N130 Y50
N140 G0 G40 X-10 Y50
N150 M30Como habréis comprobado, la herramienta cuando alcanza las esquinas y debe cambiar la dirección de mecanizado, rota sobre la esquina. Veréis el detalle de la rotación en los restos de material que he dejado expresamente para que se pueda comprobar mejor.
Bueno Victor llevo ya un buen rato leyendo gracias x todo